
Page 499 - ISCAR(MILLINGCATALOG 38_2021)
P. 499
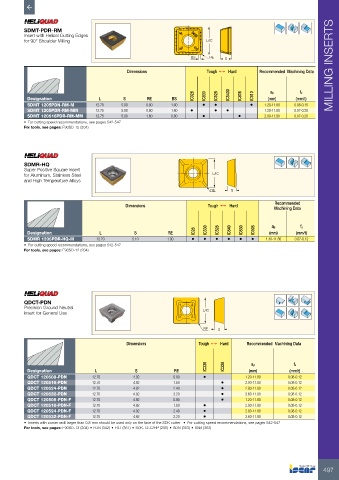
SDMT-PDR-RM
Insert with Helical Cutting Edges
for 90° Shoulder Milling L/IC
BS RE S
Dimensions Tough 1 Hard Recommended Machining Data MILLING INSERTS
IC328 IC830 IC928 IC5400 IC808 IC910 ap fz
Designation L S RE BS (mm) (mm/t)
SDMT 1205PDN-RM-M 12.70 5.00 0.80 1.60 • • • 1.20-11.80 0.08-0.15
SDMT 1205PDR-RM-MM 12.75 5.00 0.80 1.60 • • • 1.20-11.80 0.07-0.20
SDMT 120516PDR-RM-MM 12.75 5.00 1.60 0.80 • • 2.00-11.80 0.07-0.20
• For cutting speed recommendations, see pages 542-547
For tools, see pages: F90SD-12 (204)
SDMR-HQ
Super Positive Square Insert
for Aluminum, Stainless Steel L/IC
and High Temperature Alloys
RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
ap
fz
Designation L S RE IC28 IC330 IC328 IC840 IC830 IC928 (mm) (mm/t)
SDMR 1205PDR-HQ-M 12.70 5.10 1.00 • • • • • • 1.40-11.80 0.07-0.12
• For cutting speed recommendations, see pages 542-547
For tools, see pages: F90SD-12 (204)
QDCT-PDN
Precision Ground Neutral 1 4 L/IC
insert for General Use
2 3
RE S
Dimensions Tough 1 Hard Recommended Machining Data
IC330 IC328 ap fz
Designation L S RE (mm) (mm/t)
QDCT 120508-PDN 12.70 4.92 0.80 • 1.20-11.80 0.08-0.12
QDCT 120516-PDN 12.70 4.92 1.60 • 2.00-11.80 0.08-0.12
QDCT 120524-PDN 12.70 4.92 2.40 • 2.80-11.80 0.08-0.12
QDCT 120532-PDN 12.70 4.92 3.20 • 3.60-11.80 0.08-0.12
QDCT 120508-PDN-F 12.70 4.92 0.80 • 1.20-11.80 0.08-0.12
QDCT 120516-PDN-F 12.70 4.92 1.60 • 2.00-11.80 0.08-0.12
QDCT 120524-PDN-F 12.70 4.92 2.40 • 2.80-11.80 0.08-0.12
QDCT 120532-PDN-F 12.70 4.92 3.20 • 3.60-11.80 0.08-0.12
• Inserts with corner radii larger than 0.8 mm should be used only on the face of the SDK cutter • For cutting speed recommendations, see pages 542-547
For tools, see pages: F90SD-12 (204) • FDN (342) • FST (361) • SDK-12-C/HP (250) • SDN (353) • SSB (362)
497