
Page 501 - ISCAR(MILLINGCATALOG 38_2021)
P. 501
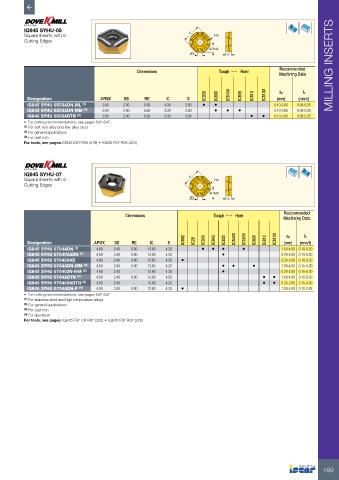
IQ845 SYHU-05
Square Inserts with 8 IC RE
Cutting Edges
APMX
BS S
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC330 IC830 IC5400 IC808 IC810 IC5100 ap fz
Designation APMX BS RE IC S (mm) (mm/t)
IQ845 SYHU 0503ADN-ML (1) 2.60 2.00 0.50 8.30 3.00 • • 0.10-2.60 0.08-0.25
IQ845 SYHU 0503ADN-MM (2) 2.60 2.00 0.50 8.30 3.00 • • • 0.10-2.60 0.08-0.25
IQ845 SYHU 0503ADTN (3) 2.60 2.00 0.50 8.30 3.00 • • 0.10-2.60 0.08-0.25
• For cutting recommendations, see pages 542-547
(1) For soft non-alloy and low-alloy steel
(2) For general applications
(3) For cast iron
For tools, see pages: IQ845 ESY-R05 (219) • IQ845 FSY-R05 (220)
IQ845 SYHU-07
Square Inserts with 8 IC RE
Cutting Edges
APMX
BS S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC882 IC330 IC840 IC830 IC5400 IC5500 IC808 IC810 IC5100 ap fz
Designation APMX BS RE IC S IC28 (mm) (mm/t)
IQ845 SYHU 0704ADN (1) 4.60 3.40 0.80 13.80 4.20 • • • • 1.00-4.00 0.10-0.20
IQ845 SYHU 070400ADN (1) 4.60 3.40 0.80 13.80 4.20 • 0.20-2.00 0.10-0.20
IQ845 SYHU 070400AD 4.60 3.40 0.80 13.80 4.20 • 0.20-2.00 0.10-0.20
IQ845 SYHU 0704ADN-MM (2) 4.60 3.40 0.80 13.80 4.20 • • • 1.00-4.00 0.15-0.30
IQ845 SYHU 070400N-MM (2) 4.60 3.40 - 13.80 4.20 • 0.20-2.00 0.15-0.30
IQ845 SYHU 0704ADTN (3) 4.60 3.40 0.80 13.80 4.20 • • 1.00-4.00 0.15-0.30
IQ845 SYHU 070400ADTN (3) 4.60 3.40 - 13.80 4.20 • • 0.20-2.00 0.15-0.30
IQ845 SYHU 0704ADN-P (4) 4.60 3.40 0.80 13.80 4.20 • 1.00-4.00 0.10-0.25
• For cutting recommendations, see pages 542-547
(1) For stainless steel and high temperature alloys
(2) For general applications
(3) For cast iron
(4) For aluminum
For tools, see pages: IQ845 FSY-C#-R07 (226) • IQ845 FSY-R07 (226)
499