
Page 505 - ISCAR(MILLINGCATALOG 38_2021)
P. 505
S865 SNMU 1305ZNTR IC 6.15
Double-Sided Square Inserts
with 8 Cutting Edges 65°
APMX
38°
BS RE S
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC330 IC830 IC5400 IC808 IC810 IC5100 ap fz
Designation L S APMX BS RE (mm) (mm/t)
S865 SNMU 1305ZNTR 13.00 5.50 8.00 2.00 0.50 • • 2.00-6.00 0.15-0.25
S865 SNMU 1305ZNTR-MM 13.00 5.50 8.00 2.00 0.50 • • • • • 2.00-6.00 0.15-0.25
• Recommended ap max on steel applications with coarse pitch cutters and on cast iron with fine pitch cutters may be increased up to 8 mm
• For cutting speed recommendations, see pages 542-547
For tools, see pages: S865 FSN-13 (217)
ZNTR ZNTR-MM
S890 SZMU-0804PN EPSR S
Double-Sided Square Inserts
with 8 Cutting Edges IC
L
BS RE
Recommended
Dimensions Tough 1 Hard
Machining Data
IC845 IC5400 IC808 IC810 IC5100 fz
Designation IC S L APMX BS RE EPSR (mm/t)
S890 SZMU 080412PNTR 8.20 4.00 5.20 5.00 1.20 1.20 88.4 • • 0.12-0.25
S890 SZMU 080412PNRMM 8.20 4.00 5.20 5.00 1.20 1.20 88.4 • • • 0.08-0.25
• For cutting speed recommendations, see pages 542-547
For tools, see pages: S890 FSZ-R08 (194)
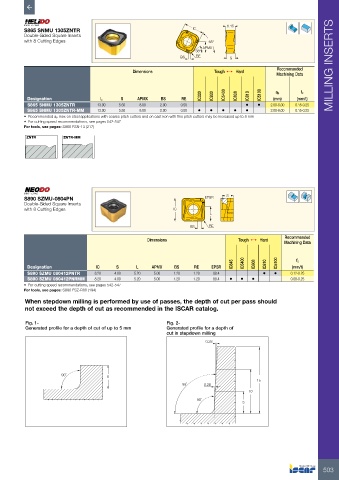
When stepdown milling is performed by use of passes, the depth of cut per pass should
not exceed the depth of cut as recommended in the ISCAR catalog.
Fig. 1- Fig. 2-
Generated profile for a depth of cut of up to 5 mm Generated profile for a depth of
cut in stepdown milling
0.28
90˚ 5
15
93˚ 0.28
10
90˚
5
503