
Page 506 - ISCAR(MILLINGCATALOG 38_2021)
P. 506
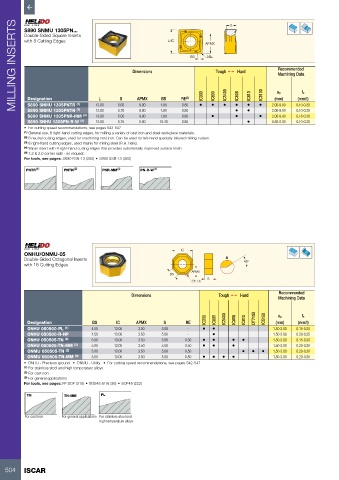
MILLING INSERTS S890 SNMU 1305PN... Dimensions L/IC BS APMX Tough 1 Hard Recommended
S
Double-Sided Square Inserts
with 8 Cutting Edges
RE
Machining Data
ap
fz
(mm/t)
BS
S
(mm)
Designation
L
S890 SNMU 1305PNTR
(1)
9.00
0.80
•
•
(2)
13.00
0.80
2.00-9.00
0.10-0.20
5.70
9.00
1.80
S890 SNMU 1305PNTN
•
•
•
5.60
S890 SNMU 1305PNR-MM (3) 13.00 5.60 APMX 1.80 RE (5) • IC330 • IC830 • IC5400 • IC808 • IC810 • IC5100 2.00-9.00 0.10-0.20
13.00
0.18-0.30
2.00-9.00
0.80
9.00
1.80
S890 SNHU 1305PN-R-W (4) 13.00 5.15 5.00 10.40 0.80 • 0.50-2.00 0.10-0.20
• For cutting speed recommendations, see pages 542-547
(1) General use, 8 right-hand cutting edges, for milling a variety of cast iron and steel workpiece materials.
(2) 8 neutral cutting edges, used for machining cast iron. Can be used for left-hand specially tailored milling cutters.
(3) 8 right-hand cutting edges, used mainly for milling steel (R.H. helix).
(4) Wiper insert with 4 right-hand cutting edges that provides substantially improved surface finish
(5) 1.2 & 2.0 corner radii - on request.
For tools, see pages: S890 FSN-13 (205) • S890 SSB-13 (362)
PNTR (1) PNTN (2) PNR-MM (3) PN-R-W (4)
ONHU/ONMU-05 IC
Double-Sided Octagonal Inserts A 45°
with 16 Cutting Edges
APMX
BS
S
RE / A
Recommended
Dimensions Tough 1 Hard Machining Data
IC330 IC830 IC5400 IC808 IC810 DT7150 IC5100 ap fz
Designation BS IC APMX S RE (mm) (mm/t)
ONHU 050500-PL (1) 4.50 13.00 3.50 5.08 - • • 1.50-3.00 0.15-0.20
ONHU 050500-R-HP 4.50 13.00 3.50 5.08 - • 1.50-3.00 0.20-0.25
ONHU 050505-TN (2) 5.00 13.00 3.50 5.08 0.50 • • • • 1.50-3.00 0.15-0.30
ONHU 050505-TN-MM (3) 5.00 13.00 3.50 5.08 0.50 • • • 1.50-3.00 0.20-0.30
ONMU 050505-TN (2) 5.00 13.00 3.50 5.08 0.50 • • • 1.50-3.00 0.20-0.30
ONMU 050505-TN-MM (3) 5.00 13.00 3.50 5.08 0.50 • • • • 1.50-3.00 0.20-0.30
• ONHU - Precision ground • ONMU - Utility • For cutting speed recommendations, see pages 542-547
(1) For stainless steel and high temperature alloys
(2) For cast iron
(3) For general applications
For tools, see pages: FF SOF (310) • SOE45 8/16 (38) • SOF45 (222)
TN TN-MM PL
For cast iron For general applications For stainless steel and
high temperature alloys
504 ISCAR