
Page 497 - ISCAR(MILLINGCATALOG 38_2021)
P. 497
Rd°
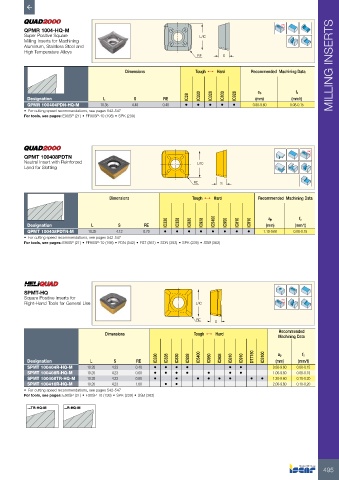
QPMR 1004-HQ-M
Super Positive Square L/IC
Milling Inserts for Machining
Aluminum, Stainless Steel and
High Temperature Alloys
RE S
Dimensions Tough 1 Hard Recommended Machining Data MILLING INSERTS
fz
ap
Designation L S RE IC28 IC330 IC328 IC830 IC928 (mm) (mm/t)
QPMR 100404PDN-HQ-M 10.35 4.48 0.40 • • • • • 0.80-9.60 0.08-0.15
• For cutting speed recommendations, see pages 542-547
For tools, see pages: E90SP (21) • FF90SP-10 (198) • SPK (239)
Rd°
QPMT 100408PDTN
Neutral Insert with Reinforced L/IC
Land for Slotting
RE S
Dimensions Tough 1 Hard Recommended Machining Data
IC330 IC328 IC830 IC928 IC5400 IC950 IC810 IC910 ap fz
Designation L S RE (mm) (mm/t)
QPMT 100408PDTN-M 10.35 4.12 0.70 • • • • • • • • 1.10-9.60 0.08-0.15
• For cutting speed recommendations, see pages 542-547
For tools, see pages: E90SP (21) • FF90SP-10 (198) • FDN (342) • FST (361) • SDN (353) • SPK (239) • SSB (362)
SPMT-HQ
Square Positive Inserts for Rd°
Right-Hand Tools for General Use L/IC
RE
S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC328 IC830 IC928 IC5400 IC950 IC808 IC810 IC910 DT7150 IC5100 ap fz
Designation L S RE (mm) (mm/t)
SPMT 100404R-HQ-M 10.20 4.23 0.40 • • • • • • 0.80-9.60 0.08-0.15
SPMT 100408R-HQ-M 10.20 4.23 0.60 • • • • • • • 1.00-9.60 0.08-0.15
SPMT 100408TR-HQ-M 10.20 4.23 0.80 • • • • • • • • 1.20-9.60 0.10-0.20
SPMT 100416R-HQ-M 10.20 4.23 1.60 • • 2.00-9.60 0.10-0.20
• For cutting speed recommendations, see pages 542-547
For tools, see pages: E90SP (21) • F90SP-10 (198) • SPK (239) • SSB (362)
...TR-HQ-M ...R-HQ-M
495