
Page 540 - ISCAR(MILLINGCATALOG 38_2021)
P. 540
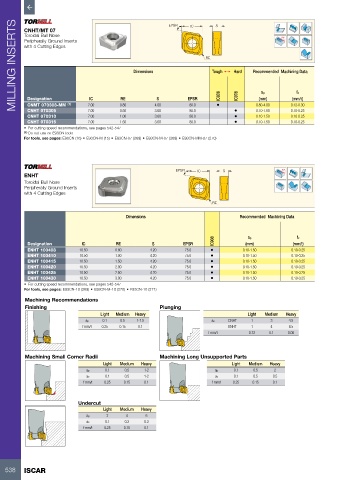
MILLING INSERTS CNHT/MT 07 Dimensions EPSR IC RE Tough 1 Hard Recommended Machining Data
S
Toroidal Bull Nose
Rd°
Peripherally Ground Inserts
with 4 Cutting Edges
fz
ap
(mm/t)
S
RE
IC
Designation
(mm)
CNMT 070308-MM
80.0
CNHT 070305
0.10-0.25
7.00
0.50
0.10-1.50
80.0
3.60
•
80.0
0.10-0.25
7.00
3.60
CNHT 070310 (1) 7.00 0.80 4.00 EPSR • IC808 • IC908 0.80-4.00 0.12-0.30
0.10-1.50
1.00
CNHT 070315 7.00 1.50 3.60 80.0 • 0.10-1.50 0.10-0.25
• For cutting speed recommendations, see pages 542-547
(1) Do not use on E93CN tools
For tools, see pages: E90CN (16) • E90CN-M (15) • E93CN-07 (269) • E93CN-M-07 (269) • E93CN-MM-07 (270)
EPSR Rd°
ENHT IC S
Toroidal Bull Nose
Peripherally Ground Inserts
with 4 Cutting Edges
RE
Dimensions Recommended Machining Data
IC908 ap fz
Designation IC RE S EPSR (mm) (mm/t)
ENHT 100408 10.50 0.80 4.20 75.0 • 0.10-1.50 0.10-0.25
ENHT 100410 10.50 1.00 4.20 75.0 • 0.10-1.50 0.10-0.25
ENHT 100415 10.50 1.50 4.20 75.0 • 0.10-1.50 0.10-0.25
ENHT 100420 10.50 2.00 4.20 75.0 • 0.10-1.50 0.10-0.25
ENHT 100425 10.50 2.50 4.20 75.0 • 0.10-1.50 0.10-0.25
ENHT 100430 10.50 3.00 4.20 75.0 • 0.10-1.50 0.10-0.25
• For cutting speed recommendations, see pages 542-547
For tools, see pages: E93CN-10 (269) • E93CN-M-10 (270) • F93CN-10 (271)
Machining Recommendations
Finishing Plunging
Light Medium Heavy Light Medium Heavy
ap 0.1 0.5 1-1.5 ae CNHT 1 3 4.5
f mm/t 0.25 0.15 0.1 ENHT 1 4 8.5
f mm/t 0.12 0.1 0.08
Machining Small Corner Radii Machining Long Unsupported Parts
Light Medium Heavy Light Medium Heavy
ap 0.1 0.5 1-2 ap 0.1 0.5 2
ae 0.1 0.5 1-2 ae 0.1 0.5 0.5
f mm/t 0.25 0.15 0.1 f mm/t 0.25 0.15 0.1
Undercut
Light Medium Heavy
ap 2 4 6
ae 0.1 0.2 0.3
f mm/t 0.25 0.15 0.1
538 ISCAR