
Page 536 - ISCAR(MILLINGCATALOG 38_2021)
P. 536
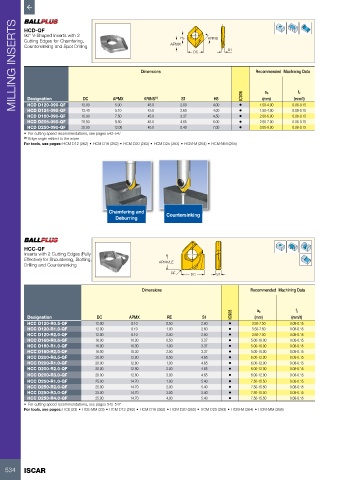
MILLING INSERTS HCD-QF Dimensions APMX H5 DC KRINS S1 Recommended Machining Data
90° V-Shaped Inserts with 2
Cutting Edges for Chamfering,
Countersinking and Spot Drilling
ap
fz
Designation
DC
(mm/t)
S1
H5
(mm)
HCD D120-090-QF
45.0
5.00
•
4.00
1.50-4.00
45.0
2.60
HCD D124-090-QF
0.08-0.15
12.40
5.10
•
16.00
2.00-6.00
7.50
45.0
0.08-0.15
HCD D160-090-QF 12.00 APMX KRINS (1) 2.60 4.00 • IC908 1.50-4.00 0.08-0.15
4.50
3.37
HCD D205-090-QF 20.50 9.50 45.0 4.65 6.00 • 2.50-7.00 0.08-0.15
HCD D250-090-QF 25.00 12.00 45.0 5.40 7.00 • 3.00-9.00 0.08-0.15
• For cutting speed recommendations, see pages 542-547
(1) Edge angle related to the wiper
For tools, see pages: HCM D12 (262) • HCM D16 (262) • HCM D20 (263) • HCM D25 (263) • HCM-M (264) • HCM-MM (265)
Chamfering and Countersinking
Deburring
HCC-QF
Inserts with 2 Cutting Edges (Fully
Effective) for Shouldering, Slotting, APMX/LE
Drilling and Countersinking
RE DC S1
Dimensions Recommended Machining Data
IC908 ap fz
Designation DC APMX RE S1 (mm) (mm/t)
HCC D120-R0.5-QF 12.00 8.10 0.50 2.60 • 3.50-7.50 0.08-0.15
HCC D120-R1.0-QF 12.00 8.10 1.00 2.60 • 3.50-7.50 0.08-0.15
HCC D120-R2.0-QF 12.00 8.10 2.00 2.60 • 3.50-7.50 0.08-0.15
HCC D160-R0.5-QF 16.00 10.30 0.50 3.37 • 5.00-10.00 0.08-0.15
HCC D160-R1.0-QF 16.00 10.30 1.00 3.37 • 5.00-10.00 0.08-0.15
HCC D160-R2.0-QF 16.00 10.30 2.00 3.37 • 5.00-10.00 0.08-0.15
HCC D200-R0.5-QF 20.00 12.80 0.50 4.65 • 6.00-12.00 0.08-0.15
HCC D200-R1.0-QF 20.00 12.80 1.00 4.65 • 6.00-12.00 0.08-0.15
HCC D200-R2.0-QF 20.00 12.80 2.00 4.65 • 6.00-12.00 0.08-0.15
HCC D200-R3.0-QF 20.00 12.80 3.00 4.65 • 6.00-12.00 0.08-0.15
HCC D250-R1.0-QF 25.00 14.70 1.00 5.40 • 7.50-15.50 0.08-0.15
HCC D250-R2.0-QF 25.00 14.70 2.00 5.40 • 7.50-15.50 0.08-0.15
HCC D250-R3.0-QF 25.00 14.70 3.00 5.40 • 7.50-15.50 0.08-0.15
HCC D250-R4.0-QF 25.00 14.70 4.00 5.40 • 7.50-15.50 0.08-0.15
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HCE (23) • HCE-MM (23) • HCM D12 (262) • HCM D16 (262) • HCM D20 (263) • HCM D25 (263) • HCM-M (264) • HCM-MM (265)
534 ISCAR