
Page 533 - ISCAR(MILLINGCATALOG 38_2021)
P. 533
CH Rd°
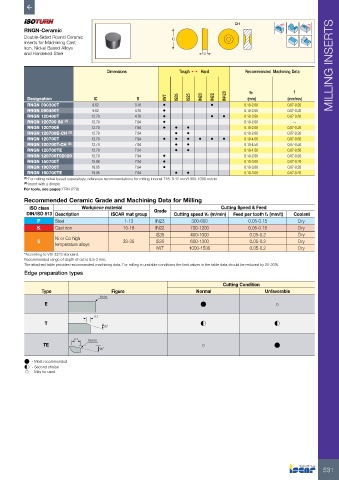
RNGN-Ceramic
Double-Sided Round Ceramic IC
Inserts for Machining Cast
Iron, Nickel Based Alloys
and Hardened Steel S
Dimensions Tough 1 Hard Recommended Machining Data MILLING INSERTS
f
ap
Designation IC S IW7 IS35 IS25 IN23 IN22 IN420 (mm) (mm/rev)
RNGN 090300T 9.52 3.18 • • 0.10-2.00 0.07-0.20
RNGN 090400T 9.52 4.76 • 0.10-2.00 0.07-0.20
RNGN 120400T 12.70 4.76 • • • 0.10-3.50 0.07-0.50
RNGN 120700 S6 (1) 12.70 7.94 • 0.10-2.00 ---
RNGN 120700E 12.70 7.94 • • • 0.10-2.00 0.07-0.20
RNGN 120700E-CH (2) 12.70 7.94 • • 0.10-2.00 0.07-0.20
RNGN 120700T 12.70 7.94 • • • • • • 0.10-4.50 0.07-0.50
RNGN 120700T-CH (2) 12.70 7.94 • • 0.10-4.50 0.07-0.50
RNGN 120700TE 12.70 7.94 • • 0.10-4.50 0.07-0.50
RNGN 120700T02020 12.70 7.94 • 0.10-2.00 0.07-0.20
RNGN 150700T 15.88 7.94 • 0.10-3.00 0.07-0.20
RNGN 190700T 19.05 7.94 • 0.10-3.00 0.07-0.20
RNGN 190700TE 19.05 7.94 • • 0.10-3.00 0.07-0.20
(1) For milling nickel based superalloys; reference recommendations for milling Inconel 718: 0.12 mm/t 900-1000 m/min
(2) Insert with a dimple
For tools, see pages: FRN (278)
Recommended Ceramic Grade and Machining Data for Milling
ISO class Workpiece material Grade Cutting Speed & Feed
DIN/ISO 513 Description ISCAR mat group Cutting speed Vc (m/min) Feed per tooth fz (mm/t) Coolant
P Steel 1-13 IN23 300-600 0.05-0.15 Dry
K Cast iron 15-18 IN22 700-1200 0.05-0.15 Dry
IS35 400-1000 0.05-0.2 Dry
Ni or Co high
S 33-35 IS25 600-1300 0.05-0.2 Dry
temperature alloys
IW7 1000-1500 0.05-0.2 Dry
*According to VDI 3323 standard.
Recommended range of depth of cut is 0.5-3 mm.
The attached table provides recommended machining data. For milling is unstable conditions the limit values in the table data should be reduced by 20-30%.
Edge preparation types
Cutting Condition
Type Figure Normal Unfavorable
R0.03
E
0.1
T
20
0.1 R0.015
TE
20
- Most recommended
- Second choice
- May be used
531