
Page 530 - ISCAR(MILLINGCATALOG 38_2021)
P. 530
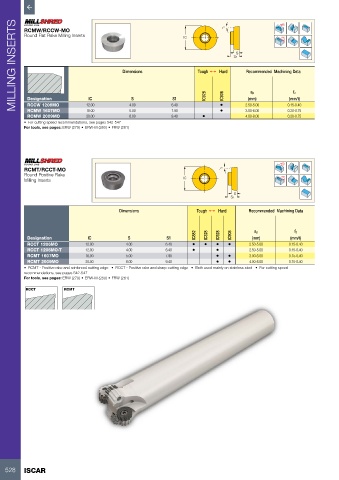
MILLING INSERTS RCMW/RCCW-MO Dimensions IC Tough 1 Hard S1 S Recommended Machining Data
7°
Round Flat Rake Milling Inserts
Rd°
fz
ap
(mm)
Designation
IC
S
S1
(mm/t)
RCCW 1206MO
•
RCMW 1607MO
0.20-0.75
16.00
7.90
5.00
3.00-6.00
20.00
6.00
4.00-8.00
RCMW 2009MO 12.00 4.00 6.40 • IC928 • IC908 2.50-5.00 0.15-0.40
0.20-0.75
9.40
• For cutting speed recommendations, see pages 542-547
For tools, see pages: ERW (279) • ERW-M (280) • FRW (281)
RCMT/RCCT-MO 7°
Round Positive Rake Rd°
Milling Inserts IC
S
S1
Dimensions Tough 1 Hard Recommended Machining Data
IC882 IC328 IC928 IC908 ap fz
Designation IC S S1 (mm) (mm/t)
RCCT 1206MO 12.00 4.00 6.40 • • • • 2.50-5.00 0.15-0.40
RCCT 1206MO-T 12.00 4.00 6.40 • • 2.50-5.00 0.15-0.40
RCMT 1607MO 16.00 5.00 7.90 • • 3.00-6.00 0.15-0.40
RCMT 2009MO 20.00 6.00 9.40 • • 4.00-8.00 0.15-0.40
• RCMT - Positive rake and reinforced cutting edge • RCCT - Positive rake and sharp cutting edge • Both used mainly on stainless steel • For cutting speed
recommendations, see pages 542-547
For tools, see pages: ERW (279) • ERW-M (280) • FRW (281)
RCCT RCMT
528 ISCAR