
Page 178 - ISCAR(TURNING-CATALOG-42-2022)
P. 178
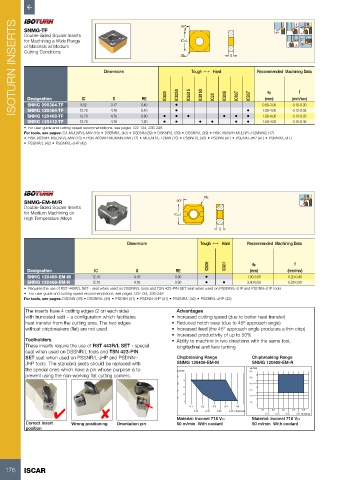
ISOTURN INSERTS SNMG-TF Dimensions IC=L Tough 1 Hard S Recommended Machining Data
45 º
90°
75 º 45 º
75 º
Double-Sided Square Inserts
for Machining a Wide Range
45°
75º
of Materials at Medium
Cutting Conditions
RE
f
ap
(mm)
S
RE
IC
Designation
SNMG 090304-TF
0.10-0.30
9.52
•
0.12-0.35
SNMG 120404-TF
0.40
4.76
1.00-4.00
•
•
1.00-4.00
SNMG 120408-TF
0.13-0.35
12.70
4.76
0.80
•
•
•
•
0.15-0.40
1.20
4.76
1.50-4.00
SNMG 120412-TF 12.70 3.17 0.40 • IC830 • IC8250 • IC6015 • IC8150 • IC20 • IC806 • IC807 • IC907 0.80-3.00 (mm/rev)
12.70
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: C#-MULNR/L-MW (16) • DSBNR/L (40) • DSDNN (39) • DSKNR/L (39) • DSSNR/L (39) • HSK A63WH-MULNR-J12MWX2 (17)
• HSK A63WH-MULNR/L-MW (16) • HSK A63WH-MUMNN-MW (17) • MULNR/L-12MW (15) • PSBNR/L (43) • PSDNN (41) • PSDNN-JHP (41) • PSKNR/L (41)
• PSSNR/L (42) • PSSNR/L-JHP (42)
RE 45 º
SNMG-EM-M/R 90º 45 º
Double-Sided Square Inserts
for Medium Machining on IC=L
High Temperature Alloys
S
Dimensions Tough 1 Hard Recommended Machining Data
IC806 IC907 ap f
Designation IC S RE (mm) (mm/rev)
SNMG 120408-EM-M 12.70 4.76 0.80 • 1.00-3.00 0.20-0.40
SNMG 120408-EM-R 12.70 4.76 0.80 • • 3.00-6.00 0.25-0.50
• Requires the use of RST 443R/L SET - seat when used on DSSNR/L tools and TSN 423-PIN SET seat when used on PSSNR/L-JHP and PSDNN-JHP tools
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: DSDNN (39) • DSSNR/L (39) • PSDNN (41) • PSDNN-JHP (41) • PSSNR/L (42) • PSSNR/L-JHP (42)
The inserts have 4 cutting edges (2 on each side) Advantages
with truncated radii – a configuration which facilitates • Increased cutting speed (due to better heat transfer)
heat transfer from the cutting area. The two edges • Reduced notch wear (due to 45º approach angle)
without chipbreakers (flat) are not used. • Increased feed (the 45° approach angle produces a thin chip)
• Increased productivity of up to 50%
Toolholders • Ability to machine in two directions with the same tool,
These inserts require the use of RST 443R/L SET - special longitudinal and face turning
seat when used on DSSNR/L tools and TSN 423-PIN
SET seat when used on PSSNR/L-JHP and PSDNN– Chipbreaking Range Chipbreaking Range
JHP tools. The standard seats should be replaced with SNMG 120408-EM-M SNMG 120408-EM-R
the special ones which have a pin whose purpose is to ap (mm) 6.5 ap (mm)
prevent using the non-working flat cutting corners. 4.5 5.5 6
4 5
3.5 4.5
3 4
2.5 3.5
3
2
2.5
1.5 2
1 1.5
0.1 0.2 0.3 0.4 0.5 1
0.1 0.2 0.3 0.4 0.5
0.15 0.25 0.35 0.45 f (mm/rev)
0.15 0.25 0.35 0.45 f (mm/rev)
Material: Inconel 718 Vc: Material: Inconel 718 Vc:
Correct insert Wrong positioning Orientation pin 50 m/min With coolant 50 m/min With coolant
position
176 ISCAR