
Page 471 - ISCAR(MILLINGCATALOG 38_2021)
P. 471
IC
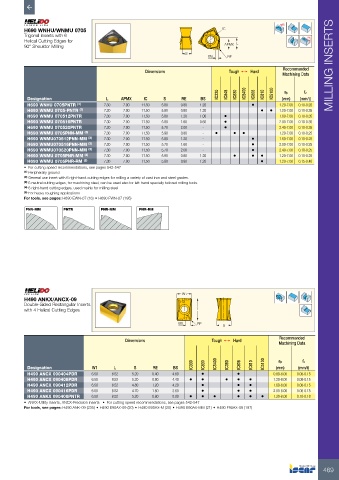
H690 WNHU/WNMU 0705
Trigonal Inserts with 6 Rd°
Helical Cutting Edges for
90° Shoulder Milling APMX L
S
BS RE
Dimensions Tough 1 Hard Recommended MILLING INSERTS
Machining Data
IC330 IC845 IC830 IC5400 IC808 IC810 IC5100 ap fz
Designation L APMX IC S RE BS (mm) (mm/t)
H690 WNHU 0705PNTR (1) 7.30 7.00 11.50 5.80 0.80 1.20 • 1.20-7.00 0.10-0.20
H690 WNMU 0705-PNTR (2) 7.30 7.00 11.50 5.90 0.80 1.20 • • 1.20-7.00 0.10-0.35
H690 WNMU 070512PNTR 7.30 7.00 11.50 5.80 1.20 1.00 • 1.60-7.00 0.10-0.35
H690 WNMU 070516PNTR 7.30 7.00 11.50 5.80 1.60 0.60 • 2.00-7.00 0.10-0.35
H690 WNMU 070520PNTR 7.30 7.00 11.50 5.70 2.00 - • 2.40-7.00 0.10-0.35
H690 WNMU 0705PNN-MM (3) 7.30 7.00 11.50 5.90 0.80 - • • • 1.20-7.00 0.10-0.25
H690 WNMU070512PNN-MM (3) 7.30 7.00 11.50 5.80 1.20 - • 1.60-7.00 0.10-0.25
H690 WNMU070516PNN-MM (3) 7.30 7.00 11.50 5.70 1.60 - • 2.00-7.00 0.10-0.25
H690 WNMU070520PNN-MM (3) 7.30 7.00 11.50 5.70 2.00 - • 2.40-7.00 0.10-0.25
H690 WNMU 0705PNR-MM (4) 7.30 7.00 11.50 5.90 0.80 1.20 • • • 1.20-7.00 0.10-0.25
H690 WNMU 0705PNR-RM (5) 7.30 7.00 11.50 5.80 0.80 1.20 • 1.20-7.00 0.15-0.40
• For cutting speed recommendations, see pages 542-547
(1) Peripherally ground
(2) General use insert with 6 right-hand cutting edges for milling a variety of cast iron and steel grades.
(3) 6 neutral cutting edges, for machining steel, can be used also for left-hand specially tailored milling tools.
(4) 6 right-hand cutting edges, used mainly for milling steel
(5) For heavy roughing applications
For tools, see pages: H690 EWN-07 (16) • H690 FWN-07 (195)
PNN-MM PNTR PNR-MM PNR-RM
W1
H490 ANKX/ANCX-09
Double-Sided Rectangular Inserts 1
with 4 Helical Cutting Edges 3 L
BS RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC330 IC830 IC5400 IC380 IC808 IC810 IC5100 ap fz
Designation W1 L S RE BS (mm) (mm/t)
H490 ANCX 090404PDR 6.50 8.52 5.20 0.40 4.80 • • 0.80-8.00 0.08-0.15
H490 ANCX 090408PDR 6.50 8.52 5.20 0.80 4.40 • • • • • 1.20-8.00 0.08-0.15
H490 ANCX 090412PDR 6.50 8.52 4.80 1.20 4.20 • • • 1.60-8.00 0.08-0.15
H490 ANCX 090416PDR 6.50 8.52 4.70 1.60 3.60 • • • 2.00-8.00 0.08-0.15
H490 ANKX 090408PNTR 6.50 8.52 5.20 0.80 5.00 • • • • • • 1.20-8.00 0.10-0.18
• ANKX-Utility inserts, ANCX-Precision inserts • For cutting speed recommendations, see pages 542-547
For tools, see pages: H490 ANK-09 (235) • H490 E90AX-09 (20) • H490 E90AX-M (20) • H490 E90AX-MM (21) • H490 F90AX-09 (197)
469