
Page 466 - ISCAR(MILLINGCATALOG 38_2021)
P. 466
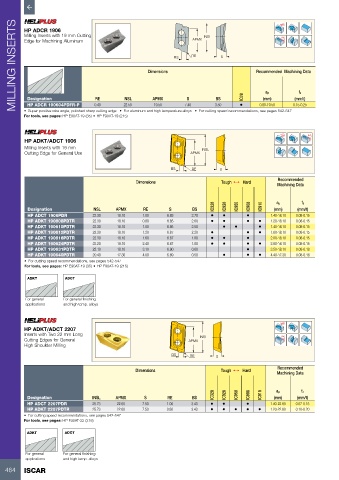
MILLING INSERTS HP ADCR 1906 Dimensions BS RE INSL S Recommended Machining Data
Milling Inserts with 19 mm Cutting
Rd°
APMX
Edge for Machining Aluminum
fz
ap
(mm)
BS
INSL
RE
S
Designation
(mm/t)
HP ADCR 190604PDFR-P
19.50
0.40
22.50
• Super positive rake angle, polished sharp cutting edge • For aluminum and high temperature alloys • For cutting speed recommendations, see pages 542-547
For tools, see pages: HP E90AT-19 (35) • HP F90AT-19 (215) APMX 7.40 3.50 • IC28 0.80-19.50 0.15-0.25
Rd°
HP ADKT/ADCT 1906
Milling Inserts with 19 mm lNSL
Cutting Edge for General Use APMX
BS RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
fz
ap
Designation INSL APMX RE S BS IC328 IC928 IC950 IC908 IC910 (mm) (mm/t)
HP ADCT 1906PDR 22.30 18.10 1.00 6.83 2.70 • • • 1.40-18.10 0.08-0.15
HP ADKT 190608PDTR 22.30 18.10 0.80 6.85 2.60 • • • • 1.20-18.10 0.08-0.15
HP ADKT 190610PDTR 22.30 18.10 1.00 6.85 2.50 • • • 1.40-18.10 0.08-0.15
HP ADKT 190612PDTR 22.30 18.10 1.20 6.87 2.20 • • • 1.60-18.10 0.08-0.15
HP ADKT 190616PDTR 22.30 18.10 1.60 6.87 1.80 • • • 2.00-18.10 0.08-0.15
HP ADKT 190624PDTR 22.20 18.10 2.40 6.87 1.00 • • • • 2.80-18.10 0.08-0.15
HP ADKT 190631PDTR 22.10 18.10 3.10 6.90 0.60 • 3.50-18.10 0.08-0.18
HP ADKT 190640PDTR 20.40 17.30 4.00 6.89 0.50 • • • 4.40-17.30 0.08-0.18
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HP E90AT-19 (35) • HP F90AT-19 (215)
ADKT ADCT
For general For general finishing
applications and high temp. alloys
HP ADKT/ADCT 2207
Inserts with Two 22 mm Long INSL Rd°
Cutting Edges for General APMX
High Shoulder Milling
BS RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC928 IC950 IC908 IC910 ap fz
Designation INSL APMX S RE BS (mm) (mm/t)
HP ADCT 2207PDR 25.73 22.60 7.50 1.00 3.43 • • • 1.40-22.60 0.07-0.15
HP ADKT 2207PDTR 25.73 22.60 7.50 0.80 3.43 • • • • • 1.20-22.60 0.10-0.20
• For cutting speed recommendations, see pages 542-547
For tools, see pages: HP F90AT-22 (216)
ADKT ADCT
For general For general finishing
applications and high temp. alloys
464 ISCAR