
Page 80 - ISCAR(MILLINGCATALOG 38_2021)
P. 80
CHWx45°
ENDMILLS • SOLID CARBIDE • MULTI-MASTER
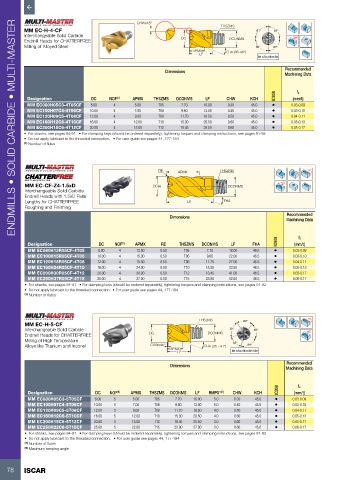
MM EC-H-4-CF THSZMS a1° a2°
Interchangeable Solid Carbide DC
Endmill Heads for CHATTERFREE DCONMS
Milling of Alloyed Steel a4° a3°
APMX FHA (46-48°)
LF
a1≠a2≠a3≠a4
Dimensions Recommended
Machining Data
IC908 fz
Designation DC NOF (1) APMX THSZMS DCONMS LF CHW KCH (mm/t)
MM EC080H05C3-4T05CF 8.00 4 5.00 T05 7.70 10.00 0.30 45.0 • 0.03-0.09
MM EC100H07C4-4T06CF 10.00 4 7.00 T06 9.60 13.00 0.40 45.0 • 0.03-0.10
MM EC120H09C5-4T08CF 12.00 4 9.00 T08 11.70 16.50 0.50 45.0 • 0.04-0.11
MM EC160H12C6-4T10CF 16.00 4 12.00 T10 15.30 20.50 0.60 45.0 • 0.05-0.13
MM EC200H15C6-4T12CF 20.00 4 15.00 T12 18.45 25.50 0.60 45.0 • 0.05-0.17
• For shanks, see pages 84-91 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide see pages 44, 177-184
(1) Number of flutes
RE THSZMS Rd°
APMX
MM EC-CF-Z4-1.5xD DCe8 DCONMS
Interchangeable Solid Carbide
Endmill Heads with 1.5xD Flute
Lengths for CHATTERFREE LF FHA
Roughing and Finishing
Recommended
Dimensions
Machining Data
IC908 fz
Designation DC NOF (1) APMX RE THSZMS DCONMS LF FHA (mm/t)
MM EC080H12R05CF-4T05 8.00 4 12.00 0.50 T05 7.70 18.00 46.5 • 0.03-0.09
MM EC100H15R05CF-4T06 10.00 4 15.00 0.50 T06 9.60 22.00 46.5 • 0.03-0.10
MM EC120H18R05CF-4T08 12.00 4 18.00 0.50 T08 11.70 27.00 46.5 • 0.04-0.11
MM EC160H24R05CF-4T10 16.00 4 24.00 0.50 T10 15.30 33.50 46.5 • 0.05-0.13
MM EC200H30R05CF-4T12 20.00 4 30.00 0.50 T12 18.45 41.00 46.5 • 0.05-0.17
MM EC250H37R05CF-4T15 25.00 4 37.00 0.50 T15 23.90 52.50 46.5 • 0.06-0.17
• For shanks, see pages 84-91 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection • For user guide see pages 44, 177-184
(1) Number of flutes
Rd°
MM EC-H-5-CF THSZMS a2°
Interchangeable Solid Carbide a1° a3°
Endmill Heads for CHATTERFREE DC DCONMS
Milling of High Temperature a5°
Alloys like Titanium and Inconel CHWx45° FHA (35 - 41°) a4°
APMX
LF a1≠a2≠a3≠a4≠a5
Recommended
Dimensions
Machining Data
IC308 fz
Designation DC NOF (1) APMX THSZMS DCONMS LF RMPX° (2) CHW KCH (mm/t)
MM EC080H05C3-5T05CF 8.00 5 5.00 T05 7.70 10.00 5.0 0.30 45.0 • 0.03-0.09
MM EC100H07C4-5T06CF 10.00 5 7.00 T06 9.60 13.00 5.0 0.40 45.0 • 0.03-0.10
MM EC120H09C5-5T08CF 12.00 5 9.00 T08 11.70 16.50 4.0 0.50 45.0 • 0.04-0.11
MM EC160H12C6-5T10CF 16.00 5 12.00 T10 15.30 20.50 4.0 0.60 45.0 • 0.05-0.13
MM EC200H15C6-5T12CF 20.00 5 15.00 T12 18.45 25.50 3.0 0.60 45.0 • 0.05-0.17
MM EC250H22C6-5T15CF 25.00 5 22.00 T15 23.90 37.00 3.0 0.60 45.0 • 0.06-0.17
• For shanks, see pages 84-91 • For clamping keys (should be ordered separately), tightening torques and clamping instructions, see pages 91-92
• Do not apply lubricant to the threaded connection. • For user guide see pages 44, 177-184
(1) Number of flutes
(2) Maximum ramping angle
78 ISCAR