
Page 168 - ISCAR(TURNING-CATALOG-42-2022)
P. 168
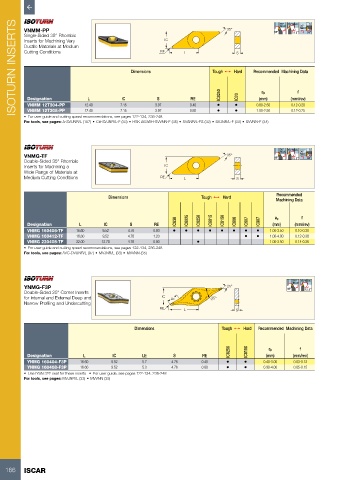
ISOTURN INSERTS VNMM-PP Dimensions RE IC L Tough 1 Hard Recommended Machining Data 93 º
50°
70°MAX
30°
MAX
MAX
35°
93°
72.5 º
Single-Sided 35° Rhombic
Inserts for Machining Very
Ductile Materials at Medium
Cutting Conditions
S
f
ap
RE
IC
(mm)
Designation
S
L
VNMM 12T304-PP
7.15
3.97
0.12-0.20
12.40
•
•
1.00-2.50
12.40
0.12-0.25
3.97
7.15
0.80
VNMM 12T308-PP
• For user guide and cutting speed recommendations, see pages 122-134, 236-248 0.40 • IC8250 • IC20 0.80-2.50 (mm/rev)
For tools, see pages: A-SVUNR/L (107) • C#-SVJNR/L-F (33) • HSK A63WH-SVVNN-F (35) • SVANR/L-FS (32) • SVJNR/L-F (33) • SVVNN-F (34)
50° 70°MAX
MAX
VNMG-TF 35° 93° MAX 72.5 º 30° 93 º
Double-Sided 35° Rhombic
Inserts for Machining a IC
Wide Range of Materials at
Medium Cutting Conditions RE L S
Recommended
Dimensions Tough 1 Hard Machining Data
IC830 IC6025 IC8250 IC6015 IC8150 IC806 IC807 IC907 ap f
Designation L IC S RE (mm) (mm/rev)
VNMG 160408-TF 16.60 9.52 4.76 0.80 • • • • • • • • 1.00-3.50 0.10-0.30
VNMG 160412-TF 16.60 9.52 4.76 1.20 • • 1.00-4.00 0.12-0.38
VNMG 220408-TF 22.00 12.70 4.76 0.80 • 1.00-3.50 0.14-0.36
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: AVC-DVUNR/L (97) • MVJNR/L (33) • MVVNN (35)
50° 70°MAX
YNMG-F3P 25° 93° MAX 72.5 º
Double-Sided 25° Corner Inserts
for Internal and External Deep and IC LE 35°
Narrow Profiling and Undercutting
RE L S
Dimensions Tough 1 Hard Recommended Machining Data
IC8250 IC8150 ap f
Designation L IC LE S RE (mm) (mm/rev)
YNMG 160404-F3P 16.60 9.52 5.7 4.76 0.40 • • 0.40-3.00 0.03-0.12
YNMG 160408-F3P 16.60 9.52 5.3 4.76 0.80 • • 0.90-4.00 0.05-0.15
• Use IYSN 322 seat for these inserts • For user guide, see pages 122-134, 236-248
For tools, see pages: MVJNR/L (33) • MVVNN (35)
166 ISCAR