
Page 197 - ISCAR(TURNING-CATALOG-42-2022)
P. 197
27°
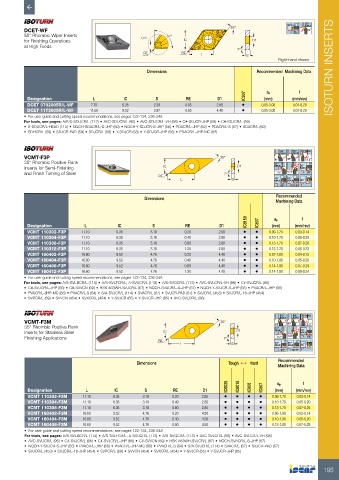
DCET-WF 55° 93º-95º 50º MAX
93 º
55° Rhombic Wiper Inserts 0.3 87° MAX
for Finishing Operations IC D1
at High Feeds
7°
RE RE L S
Right-hand shown
Dimensions Recommended Machining Data ISOTURN INSERTS
IC907 ap f
Designation L IC S RE D1 (mm) (mm/rev)
DCET 0702005R/L-WF 7.70 6.35 2.38 0.05 2.80 • 0.05-3.00 0.01-0.20
DCET 11T3005R/L-WF 11.60 9.52 3.97 0.05 4.40 • 0.05-3.00 0.01-0.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/E/S-SDUCR/L (112) • AVC-SDUCR/L (95) • AVC-SDUCR/L-VH (98) • C#-SDJCR-JHP (59) • C#-SDJCR/L (59)
• E-SDUCR/L-HEAD (113) • NQCH-SDACR/L-S-JHP (60) • NQCH-Y-SDJCR-S-JHP (58) • PDACR/L-JHP (62) • PDACR/L-S (57) • SDACR/L (60)
• SDHCR/L (59) • SDJCR-PAD (59) • SDJCR/L (58) • Y-SDJCR (58) • Y-SDJCR-JHP (58) • PDACR/L-JHP-MC (62)
52° 50° 70°MAX
VCMT-F3P 35° 91° MAX 93° MAX 72.5 º
35° Rhombic Positive Flank 31°
Inserts for Semi-Finishing IC D1 MAX 30°
MAX
and Finish Turning of Steel 7° 112° 117.5° 93 º
RE
L S 48° 35° 95 º
MAX
MAX
95º 107.5º
Recommended
Dimensions
Machining Data
IC8150 IC807 ap f
Designation L IC S RE D1 (mm) (mm/rev)
VCMT 110302-F3P 11.10 6.35 3.18 0.20 2.80 • • 0.06-1.70 0.03-0.14
VCMT 110304-F3P 11.10 6.35 3.18 0.40 2.80 • • 0.10-1.70 0.05-0.20
VCMT 110308-F3P 11.10 6.35 3.18 0.80 2.80 • • 0.13-1.70 0.07-0.28
VCMT 110312-F3P 11.10 6.35 3.18 1.20 2.80 • • 0.13-1.70 0.08-0.33
VCMT 160402-F3P 16.60 9.52 4.76 0.20 4.40 • • 0.07-1.80 0.04-0.15
VCMT 160404-F3P 16.60 9.52 4.76 0.40 4.40 • • 0.10-1.80 0.05-0.20
VCMT 160408-F3P 16.60 9.52 4.76 0.80 4.40 • • 0.14-1.80 0.07-0.29
VCMT 160412-F3P 16.60 9.52 4.76 1.20 4.40 • • 0.14-1.80 0.09-0.34
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-SVLBCR/L (114) • A/S-SVLFCR/L; A-SVUCR/L (113) • A/S-SVQCR/L (113) • AVC-SVLCR/L-VH (98) • C#-SVJCR/L (66)
• C#-SVJCR/L-JHP (66) • C#-SVVCN (69) • HSK A63WH-SVJCR/L (67) • NQCH-SVACR/L-S-JHP (67) • NQCH-Y-SVJCR-S-JHP (65) • PVACR/L-JHP (68)
• PVACR/L-JHP-MC (68) • PVACR/L-S (64) • S/A-SVJCR/L (114) • SVACR/L (67) • SVJCR-PAD (67) • SVJCR/L (453) • SVJCR/L-16-JHP (454)
• SVPCR/L (69) • SVVCN (454) • SVXCR/L (454) • Y-SVJCR (65) • Y-SVJCR-JHP (65) • AVC-SVLCR/L (96)
52° 50° 70°MAX
VCMT-F3M 35° MAX 93° MAX 72.5 º
35° Rhombic Positive Flank 91°
31°
Inserts for Stainless Steel IC D1 MAX 30°
MAX
Finishing Applications 7° 112° 117.5° 93 º
RE
L S 48° 35° 95 º
MAX
MAX
95º 107.5º
Recommended
Dimensions Tough 1 Hard
Machining Data
IC6025 IC6015 IC806 IC807 ap f
Designation L IC S RE D1 (mm) (mm/rev)
VCMT 110302-F3M 11.10 6.35 3.18 0.20 2.85 • • • • 0.06-1.70 0.03-0.14
VCMT 110304-F3M 11.10 6.35 3.18 0.40 2.85 • • • • 0.10-1.70 0.05-0.20
VCMT 110308-F3M 11.10 6.35 3.18 0.80 2.85 • • • • 0.13-1.70 0.07-0.28
VCMT 160402-F3M 16.60 9.52 4.76 0.20 4.50 • • • • 0.06-1.80 0.03-0.14
VCMT 160404-F3M 16.60 9.52 4.76 0.40 4.50 • • • • 0.10-1.80 0.05-0.20
VCMT 160408-F3M 16.60 9.52 4.76 0.80 4.50 • • • • 0.13-1.80 0.07-0.28
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-SVLBCR/L (114) • A/S-SVLFCR/L; A-SVUCR/L (113) • A/S-SVQCR/L (113) • AVC-SVLCR/L (96) • AVC-SVLCR/L-VH (98)
• AVC-SVUCR/L (95) • C#-SVJCR/L (66) • C#-SVJCR/L-JHP (66) • C#-SVVCN (69) • HSK A63WH-SVJCR/L (67) • NQCH-SVACR/L-S-JHP (67)
• NQCH-Y-SVJCR-S-JHP (65) • PVACR/L-JHP (68) • PVACR/L-JHP-MC (68) • PVACR/L-S (64) • S/A-SVJCR/L (114) • SVACR/L (67) • SVJCR-PAD (67)
• SVJCR/L (453) • SVJCR/L-16-JHP (454) • SVPCR/L (69) • SVVCN (454) • SVXCR/L (454) • Y-SVJCR (65) • Y-SVJCR-JHP (65)
195