
Page 200 - ISCAR(TURNING-CATALOG-42-2022)
P. 200
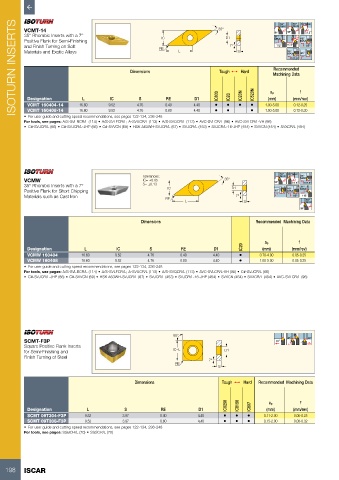
ISOTURN INSERTS VCMT-14 Dimensions RE IC L 35° D1 7° S ap Recommended f 70°MAX
50°
52°
MAX
MAX
93°
91°
72.5 º
35° Rhombic Inserts with a 7°
31°
MAX
48°
Positive Flank for Semi-Finishing
MAX
and Finish Turning on Soft
117.5°
112°
95º
Materials and Exotic Alloys
35°
95 º
MAX
107.5º
Tough 1 Hard
Machining Data
IC520N
IC20N
IC830
IC20
S
L
Designation
D1
RE
IC
(mm)
•
•
•
•
4.40
0.40
4.76
1.00-5.00
VCMT 160404-14
0.12-0.25
16.60
9.52
•
•
•
0.12-0.30
4.40
1.00-5.00
9.52
4.76
VCMT 160408-14
16.60
0.80
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-SVLBCR/L (114) • A/S-SVLFCR/L; A-SVUCR/L (113) • A/S-SVQCR/L (113) • AVC-SVLCR/L (96) • AVC-SVLCR/L-VH (98) (mm/rev)
• C#-SVJCR/L (66) • C#-SVJCR/L-JHP (66) • C#-SVVCN (69) • HSK A63WH-SVJCR/L (67) • SVJCR/L (453) • SVJCR/L-16-JHP (454) • SVVCN (454) • SVXCR/L (454)
50° 70°MAX
MAX
VCMW Tolerances: 35° 93° MAX 72.5 º 35°
IC= ±0.05
35° Rhombic Inserts with a 7° S= ±0.13 IC D1 31° 107.5º
Positive Flank for Short Chipping 95 º 48° MAX
MAX
Materials such as Cast Iron RE 7° 95º 112°
L S 52°
MAX
91°
Dimensions Recommended Machining Data
ap f
Designation L IC S RE D1 IC20 (mm) (mm/rev)
VCMW 160404 16.60 9.52 4.76 0.40 4.40 • 0.70-4.00 0.05-0.25
VCMW 160408 16.60 9.52 4.76 0.80 4.40 • 1.00-5.00 0.05-0.25
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: A/S-SVLBCR/L (114) • A/S-SVLFCR/L; A-SVUCR/L (113) • A/S-SVQCR/L (113) • AVC-SVLCR/L-VH (98) • C#-SVJCR/L (66)
• C#-SVJCR/L-JHP (66) • C#-SVVCN (69) • HSK A63WH-SVJCR/L (67) • SVJCR/L (453) • SVJCR/L-16-JHP (454) • SVVCN (454) • SVXCR/L (454) • AVC-SVLCR/L (96)
90° 45 º
SCMT-F3P 75 º 45 º 45°
Square Positive Flank Inserts
for Semi-Finishing and IC=L D1
Finish Turning of Steel
7°
RE
S
Dimensions Tough 1 Hard Recommended Machining Data
IC8250 IC8150 IC807 ap f
Designation L S RE D1 (mm) (mm/rev)
SCMT 09T304-F3P 9.52 3.97 0.40 4.40 • • • 0.11-2.00 0.06-0.25
SCMT 09T308-F3P 9.52 3.97 0.80 4.40 • • • 0.15-2.00 0.08-0.32
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: SSBCR/L (70) • SSSCR/L (70)
198 ISCAR