
Page 210 - ISCAR(TURNING-CATALOG-42-2022)
P. 210
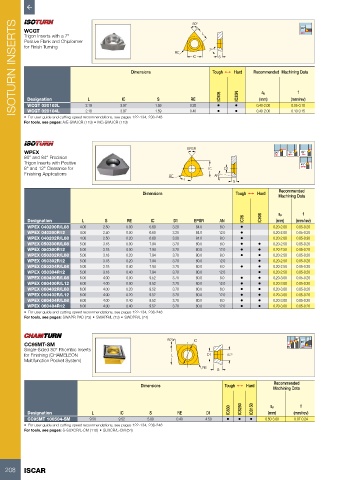
ISOTURN INSERTS WCGT Dimensions RE 80° L 7° Tough 1 Hard Recommended Machining Data
93º
Trigon Inserts with a 7°
Positive Flank and Chipformer
for Finish Turning
IC
S
f
ap
Designation
S
(mm)
IC
RE
L
2.18
1.59
WCGT 020102L
0.05-0.10
3.97
•
•
2.18
0.40
1.59
3.97
0.40-2.00
0.10-0.15
WCGT 020104L
• For user guide and cutting speed recommendations, see pages 122-134, 236-248 0.20 • IC908 • IC30N 0.40-2.00 (mm/rev)
For tools, see pages: A/E-SWUCR (119) • MG-SWUCR (119)
WPEX EPSR 90° 75° 60°
80° and 84° Precision
Trigon Inserts with Positive 45°
8° and 12° Clearance for IC D1
Finishing Applications RE AN°
L S
Recommended
Dimensions Tough 1 Hard
Machining Data
f
ap
Designation L S RE IC D1 EPSR AN IC08 IC908 (mm) (mm/rev)
WPEX 040200R/L08 4.00 2.50 0.00 6.60 3.20 84.0 8.0 • 0.20-2.00 0.05-0.20
WPEX 040200R12 4.00 2.50 0.00 6.60 3.20 84.0 12.0 • 0.20-2.00 0.05-0.20
WPEX 040202R/L08 4.00 2.50 0.20 6.60 3.20 84.0 8.0 • 0.20-2.00 0.05-0.20
WPEX 050300R/L08 5.00 3.18 0.00 7.94 3.70 80.0 8.0 • • 0.20-2.50 0.05-0.20
WPEX 050300R12 5.00 3.18 0.00 7.94 3.70 80.0 12.0 • • 0.20-2.50 0.05-0.20
WPEX 050302R/L08 5.00 3.18 0.20 7.94 3.70 80.0 8.0 • • 0.20-2.50 0.05-0.20
WPEX 050302R12 5.00 3.18 0.20 7.94 3.70 80.0 12.0 • 0.20-2.50 0.05-0.20
WPEX 050304R/L08 5.00 3.18 0.40 7.94 3.70 80.0 8.0 • • 0.20-2.50 0.05-0.20
WPEX 050304R12 5.00 3.18 0.40 7.94 3.70 80.0 12.0 • 0.20-2.50 0.05-0.20
WPEX 060400R/L08 6.00 4.00 0.00 9.52 3.70 80.0 8.0 • • 0.20-3.00 0.05-0.20
WPEX 060400R/L12 6.00 4.00 0.00 9.52 3.70 80.0 12.0 • • 0.20-3.00 0.05-0.20
WPEX 060402R/L08 6.00 4.00 0.20 9.52 3.70 80.0 8.0 • • 0.20-3.00 0.05-0.20
WPEX 060402R/L12 6.00 4.00 0.20 9.52 3.70 80.0 12.0 • • 0.20-3.00 0.05-0.20
WPEX 060404R/L08 6.00 4.00 0.40 9.52 3.70 80.0 8.0 • • 0.20-3.00 0.05-0.20
WPEX 060404R12 6.00 4.00 0.40 9.52 3.70 80.0 12.0 • • 0.20-3.00 0.05-0.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: SWAPR-PAD (73) • SWAPR/L (73) • SWDPR/L (74)
95 º
CC95MT-SM 80° IC 95 º 95 º
Single-Sided 80° Rhombic Inserts
for Finishing (CHAMELEON L D1 6.2
Multifunction Pocket System)
RE S
Recommended
Dimensions Tough 1 Hard
Machining Data
f
ap
Designation L IC S RE D1 IC830 IC8250 IC8150 (mm) (mm/rev)
CC95MT 100504-SM 9.50 9.52 5.00 0.40 4.50 • • • 0.50-3.00 0.07-0.24
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: S-SUXCR/L-CM (110) • SUXCR/L-CM (54)
208 ISCAR