
Page 222 - ISCAR(TURNING-CATALOG-42-2022)
P. 222
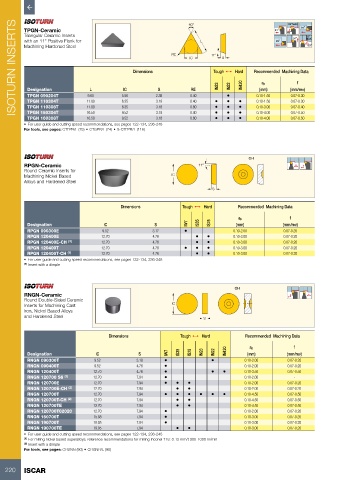
ISOTURN INSERTS TPGN-Ceramic L IC Dimensions S RE 60° L 11° Tough 1 Hard IN420 Recommended Machining Data 60 º
22°MAX
91 º
91 º
93 º
Triangular Ceramic Inserts
55°
91 º
MAX
with an 11° Positive Flank for
95 º
Machining Hardened Steel
S
IC
f
ap
IN22
IN23
RE
Designation
(mm/rev)
(mm)
TPGN 090204T
9.60
•
0.07-0.30
0.10-1.50
0.40
3.18
6.35
TPGN 110304T
•
•
•
0.07-0.40
11.00
3.18
6.35
0.10-3.00
TPGN 110308T
0.80
•
•
•
TPGN 160304T
0.07-0.50
16.50
0.10-4.00
0.40
9.52
3.18
•
•
•
TPGN 160308T 11.00 5.56 2.38 0.40 • • • 0.10-1.50 0.07-0.30
3.18
0.10-4.00
9.52
0.80
16.50
0.07-0.50
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
For tools, see pages: CTFPR/L (75) • CTGPR/L (74) • S-CTFPR/L (116)
CH
RPGN-Ceramic 11°
Round Ceramic Inserts for
Machining Nickel Based IC
Alloys and Hardened Steel
S
Dimensions Tough 1 Hard Recommended Machining Data
ap f
Designation IC S IW7 IS35 IS25 (mm) (mm/rev)
RPGN 090300E 9.52 3.17 • 0.10-2.00 0.07-0.20
RPGN 120400E 12.70 4.76 • • 0.10-3.00 0.07-0.20
RPGN 120400E-CH (1) 12.70 4.76 • • 0.10-3.00 0.07-0.20
RPGN 120400T 12.70 4.76 • • • 0.10-3.00 0.07-0.20
RPGN 120400T-CH (1) 12.70 4.76 • • 0.10-3.00 0.07-0.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
(1) Insert with a dimple
CH
RNGN-Ceramic
Round Double-Sided Ceramic
Inserts for Machining Cast IC
Iron, Nickel Based Alloys
and Hardened Steel S
Dimensions Tough 1 Hard Recommended Machining Data
f
ap
Designation IC S IW7 IS35 IS25 IN23 IN22 IN420 (mm) (mm/rev)
RNGN 090300T 9.52 3.18 • • 0.10-2.00 0.07-0.20
RNGN 090400T 9.52 4.76 • 0.10-2.00 0.07-0.20
RNGN 120400T 12.70 4.76 • • • 0.10-3.50 0.07-0.50
RNGN 120700 S6 (1) 12.70 7.94 • 0.10-2.00 -
RNGN 120700E 12.70 7.94 • • • 0.10-2.00 0.07-0.20
RNGN 120700E-CH (2) 12.70 7.94 • • 0.10-2.00 0.07-0.20
RNGN 120700T 12.70 7.94 • • • • • • 0.10-4.50 0.07-0.50
RNGN 120700T-CH (2) 12.70 7.94 • • 0.10-4.50 0.07-0.50
RNGN 120700TE 12.70 7.94 • • 0.10-4.50 0.07-0.50
RNGN 120700T02020 12.70 7.94 • 0.10-2.00 0.07-0.20
RNGN 150700T 15.88 7.94 • 0.10-3.00 0.07-0.20
RNGN 190700T 19.05 7.94 • 0.10-3.00 0.07-0.20
RNGN 190700TE 19.05 7.94 • • 0.10-3.00 0.07-0.20
• For user guide and cutting speed recommendations, see pages 122-134, 236-248
(1) For milling nickel based superalloys; reference recommendations for milling Inconel 718: 0.12 mm/t 900-1000 m/min
(2) Insert with a dimple
For tools, see pages: CRDNN (90) • CRGNR/L (90)
220 ISCAR