
Page 274 - ISCAR(TURNING-CATALOG-42-2022)
P. 274
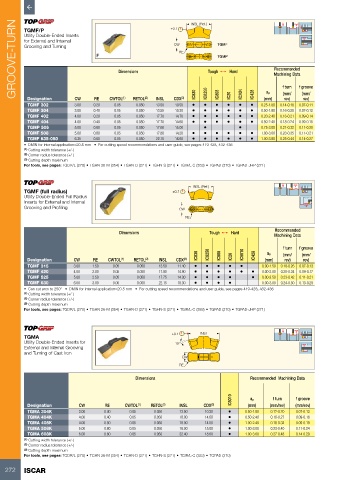
GROOVE-TURN TGMF/P Dimensions ±0.1 RE INSL (Ref.) Tough 1 Hard Machining Data
Utility Double-Ended Inserts
for External and Internal
TGMF
CW
Grooving and Turning
TGMP
Recommended
f turn
ap
(mm/
(mm/
rev)
rev)
Designation
(mm)
RE
0.050
0.05
TGMF 302 CW 0.20 CWTOL (1) RETOL (2) INSL CDX (3) • IC830 • IC8250 • IC808 • IC20 • IC20N • IC428 0.25-1.80 0.14-0.18 f groove
13.50
10.50
3.00
0.07-0.11
TGMF 304 3.00 0.40 0.05 0.050 13.55 10.30 • • • • • • 0.50-1.80 0.16-0.20 0.07-0.12
TGMF 402 4.00 0.20 0.05 0.050 17.70 14.70 • • • • • • 0.20-2.40 0.16-0.21 0.09-0.14
TGMF 404 4.00 0.40 0.05 0.050 17.70 14.60 • • • • • • 0.50-2.40 0.18-0.24 0.09-0.15
TGMP 506 5.00 0.60 0.05 0.050 17.60 15.00 • • 0.75-3.00 0.21-0.32 0.11-0.20
TGMF 508 5.00 0.80 0.05 0.050 17.80 14.20 • • • • • • 1.00-3.00 0.23-0.35 0.11-0.21
TGMF 635-080 6.35 0.80 0.05 0.050 22.15 18.60 • • • • • • 1.00-3.80 0.25-0.44 0.14-0.27
• DMIN for internal application=20.5 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: TGDR/L (270) • TGHN 26-M (354) • TGHN-D (271) • TGHN-S (271) • TGIR/L-C (353) • TGPAD (270) • TGPAD-JHP (271)
INSL (Ref.)
TGMF (full radius) ±0.1
Utility Double-Ended Full Radius
Inserts for External and Internal
Grooving and Profiling CW
RE
Recommended
Dimensions Tough 1 Hard
Machining Data
f turn f groove
IC830 IC8250 IC808 IC20 IC5010 IC428 ap (mm/ (mm/
Designation CW RE CWTOL (1) RETOL (2) INSL CDX (3) (mm) rev) rev)
TGMF 315 3.00 1.50 0.05 0.050 13.50 11.40 • • • • • 0.00-1.50 0.18-0.26 0.07-0.13
TGMF 420 4.00 2.00 0.05 0.050 17.80 14.90 • • • • • • 0.00-2.00 0.20-0.34 0.09-0.17
TGMF 525 5.00 2.50 0.05 0.050 17.75 14.30 • • • • • 0.00-2.50 0.23-0.42 0.11-0.21
TGMF 630 6.00 3.00 0.05 0.050 22.15 18.30 • • • • 0.00-3.00 0.24-0.50 0.13-0.25
• Can cut arcs to 250° • DMIN for internal application=20.5 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: TGDR/L (270) • TGHN 26-M (354) • TGHN-D (271) • TGHN-S (271) • TGIR/L-C (353) • TGPAD (270) • TGPAD-JHP (271)
TGMA ±0.1 INSL
Utility Double-Ended Inserts for 15°
External and Internal Grooving
and Turning of Cast Iron
CW
RE
Dimensions Recommended Machining Data
IC5010 ap f turn f groove
Designation CW RE CWTOL (1) RETOL (2) INSL CDX (3) (mm) (mm/rev) (mm/rev)
TGMA 304K 3.00 0.40 0.05 0.050 13.50 10.30 • 0.50-1.80 0.12-0.20 0.07-0.13
TGMA 404K 4.00 0.40 0.05 0.050 18.00 14.60 • 0.50-2.40 0.16-0.27 0.09-0.18
TGMA 408K 4.00 0.80 0.05 0.050 18.00 14.50 • 1.00-2.40 0.18-0.32 0.09-0.19
TGMA 508K 5.00 0.80 0.05 0.050 18.00 15.00 • 1.00-3.00 0.23-0.40 0.11-0.24
TGMA 608K 6.00 0.80 0.05 0.050 22.40 18.60 • 1.00-3.60 0.27-0.48 0.14-0.29
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: TGDR/L (270) • TGHN 26-M (354) • TGHN-D (271) • TGHN-S (271) • TGIR/L-C (353) • TGPAD (270)
272 ISCAR