
Page 271 - ISCAR(TURNING-CATALOG-42-2022)
P. 271
DGFH-JHP CUTDIA CWN-CWX
Parting and Grooving Blades Max. Min.
with Channels for Low and HF H
High-Pressure Coolant Min. Max.
WB
Carrying DO-GRIP Inserts OAL WB_2
Bar Max GROOVE-TURN
Designation CWN (2) CWX (3) WB WB_2 OAL H HF CUTDIA Insert
DGFH 32-2-JHP (1) 1.90 (4) 2.50 1.80 2.5 150.00 32.0 24.8 39.0 DG. 1.../DG. 2... SGC 340 EDG 33A-JHP*
DGFH 32-3-JHP 3.00 3.18 2.50 - 152.00 32.0 24.8 90.0 DG. 1.../DG. 3... SR M2.0X2.5DIN916 SGC 340 EDG 33A-JHP*
(4)
DGFH 32-4-JHP 4.00 4.00 3.20 - 152.00 32.0 24.9 90.0 DG. 4.../GRIP 4... SR M2.0X2.5DIN916 SGC 340 EDG 33A-JHP*
DGFH 32-5-JHP 5.00 5.00 4.00 - 152.00 32.0 24.9 90.0 DG. 5.../GRIP 5... SR M2.0X2.5DIN916 SGC 340 EDG 33A-JHP*
DGFH 32-6-JHP (1) 6.00 6.35 5.20 - 160.00 32.0 24.9 90.0 DG. 6.../GRIP 6... SGC 340 EDG 33A-JHP*
• For user guide and accessories, see pages 419-436
(1) Only an upper channel
(2) Minimum cutting width
(3) Maximum cutting width
(4) For DG. 1... insert, modify holder
* Optional, should be ordered separately
For inserts, see pages: DGN-LF/LFT (485) • DGN-MF (485) • DGN-P (487) • DGN-UT/UA (487) • DGN-W (482) • DGN-WP (488) • DGN-Z (486)
• DGN/DGNC/DGNM-C (481) • DGN/DGNM-J/JS/JT (483) • DGR-P (488) • DGR-WP (488) • DGR-Z/ZS (486) • DGR/L-C DGRC/LC-C (482)
• DGR/L-J/JS (484) • GRIP (269) • GRIP (full radius) (270)
For holders, see pages: TGTBU-JHP (497)
GRIP ±0.1 INSL (Ref.)
Utility Double-Ended RE
Inserts for External, Internal BW
and Face Machining CW
No depth penetration limit
Dimensions Tough 1 Hard Recommended Machining Data
f face-
IC830 IC8250 IC08 IC808 IC908 IC418 IC5010 IC806 IC807 IC804 ap f turn f groove groove f face-turn
Designation CW RE CWTOL (1) RETOL (2) INSL BW (mm) (mm/rev) (mm/rev) (mm/rev) (mm/rev)
GRIP 3002Y 3.00 0.20 0.05 0.050 15.80 2.30 • • • • • • • • 0.25-1.80 0.14-0.18 0.07-0.11 0.08-0.20 0.10-0.20
GRIP 3003Y 3.00 0.30 0.05 0.050 15.80 2.30 • • • • • • • • 0.40-1.80 0.15-0.19 0.07-0.11 0.08-0.20 0.10-0.20
GRIP 318-040Y 3.18 0.40 0.05 0.050 15.80 2.30 • • • • • 0.50-1.90 0.17-0.22 0.07-0.12 0.08-0.20 0.10-0.20
GRIP 4002Y 4.00 0.20 0.05 0.050 19.00 2.80 • • • • • • • 0.25-2.40 0.16-0.21 0.09-0.14 0.10-0.24 0.15-0.30
GRIP 4004Y 4.00 0.40 0.05 0.050 19.00 2.80 • • • • • • • • • • 0.50-2.40 0.18-0.24 0.09-0.15 0.10-0.24 0.15-0.30
GRIP 476-080Y 4.76 0.80 0.05 0.050 19.00 3.10 • • • • • • 1.00-2.80 0.21-0.33 0.10-0.20 0.10-0.24 0.15-0.30
GRIP 5005Y 5.00 0.50 0.05 0.050 19.00 3.30 • • • • • • • • • • 0.60-3.00 0.20-0.30 0.11-0.20 0.12-0.24 0.15-0.35
GRIP 5008Y 5.00 0.80 0.05 0.050 19.00 3.40 • • • • • • • • 1.00-3.00 0.23-0.35 0.11-0.21 0.12-0.24 0.15-0.35
GRIP 6005Y 6.00 0.50 0.05 0.050 19.00 4.20 • • • • • • • • 0.60-3.60 0.22-0.36 0.13-0.23 0.12-0.28 0.15-0.40
GRIP 6008Y 6.00 0.80 0.05 0.050 19.00 4.20 • • • • • • • • 1.00-3.60 0.24-0.42 0.13-0.25 0.12-0.28 0.15-0.40
GRIP 635-080Y 6.35 0.80 0.05 0.050 19.00 4.20 • • • • • 1.00-3.80 0.25-0.44 0.14-0.27 0.12-0.28 0.15-0.40
• For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: C#-HELIR/L (265) • C#-HFIR/L-MC (573) • CR HFIR-M (575) • D/HGAD RE/LE-JHP (499) • DGAD/HGAD (479)
• DGFH (268) • DGFH-JHP (269) • DGFS (469) • DGTR/L (476) • HELIIR/L (355) • HELIR/L (266) • HFAER/L-4 (565) • HFAER/L-5T, 6T (566)
• HFAIR/L-4 (572) • HFAIR/L-DG (573) • HFFR/L-T (564) • HFHR/L-4T (559) • HFHR/L-5T (560) • HFIR/L-MC (574) • HFPAD-3 (562)
• HFPAD-4 (563) • HFPAD-5 (563) • HFPAD-6 (564) • HFPAD-JHP (562) • HGAER/L-3 (565) • HGAIR/L-3 (568) • HGFH (268) • HGHR/L-3 (558)
• HGPAD (267) • HGPAD-JHP (267) • IM-HFIR-MC (574)
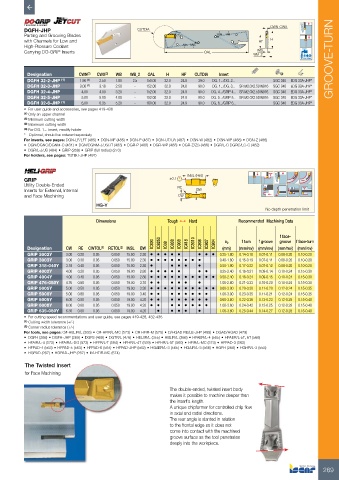
The Twisted Insert
for Face Machining
The double-ended, twisted insert body
makes it possible to machine deeper than
the insert’s length.
A unique chipformer for controlled chip flow
in axial and radial directions.
The rear angle is slanted in relation
to the frontal edge so it does not
come into contact with the machined
groove surface as the tool penetrates
deeply into the workpiece.
269