
Page 450 - ISCAR(TURNING-CATALOG-42-2022)
P. 450
±0.1
TOOLS FOR ALUMINUM WHEELS
GDMA 30 Ref.
Utility Double-Ended Insert 7° 6.4
for Machining Aluminum
CW
RE BW
Can cut arcs to 250°
Dimensions Tough 1 Hard Recommended Machining Data
f turn
f groove
ap
Designation CW RE CWTOL (1) RETOL (2) BW IC07 IC507 (mm) (mm/rev) (mm/rev)
GDMA 840 8.00 4.00 0.05 0.050 5.60 • • 0.00-4.00 0.24-0.67 0.14-0.38
• For heavy-duty machining • DMIN for internal machining = 65 mm • For cutting speed recommendations and user guide, see pages 419-428, 432-436
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: GADR/L-8 (286) • GADR/L-JHP (287) • GAFG-R/L-8 (580) • GHDKR/L (446) • GHIFR/L-A (445) • GHIR/L (W=7.0-8.3) (355)
• GHIUR/L-C-A (15° & 27.5°) Bars (444) • GHIUR/L-UC (444)
OAL
FSHIUR
10° / 15° Approach Angle
DMIN
Bars for Facing and Internal LH DCONMS
Profiling of Aluminum
WF KAPR
RE CDX Right-hand shown
Designation CW DCONMS DMIN OAL LH CDX (1) WF KAPR (2)
FSHIUR 40C-15A-6 6.00 40.00 160.00 320.00 68.0 2.20 21.00 15.0 SR M6X1-28509 HW 5.0 OR 5X1N PU SEAL-28510 PL 40
FSHIUR 40C-10A-8 8.00 40.00 160.00 320.00 68.0 2.40 24.30 10.0 SR M6X1-28509 HW 5.0 OR 5X1N PU SEAL-28510 PL 40
FSHIUR 40C-15A-8 8.00 40.00 160.00 320.00 68.0 3.00 21.00 15.0 SR M6X1-28509 HW 5.0 OR 5X1N PU SEAL-28510 PL 40
• Clamping torque for FSHIUR..-6: 9 Nxm, for FSHDR..-8: 10.5 Nxm
(1) Cutting depth maximum
(2) Tool cutting edge angle
For inserts, see pages: FSPA/FSMA (449)
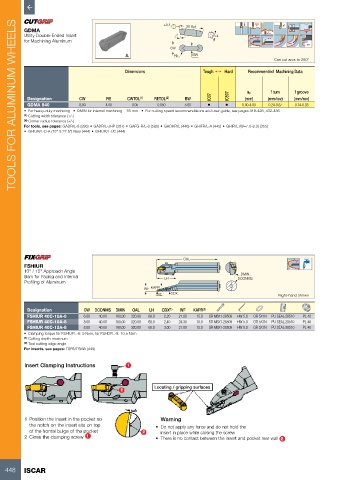
Insert Clamping Instructions
Locating / gripping surfaces
1 Position the insert in the pocket so Warning
the notch on the insert sits on top • Do not apply any force and do not hold the
of the frontal bulge of the pocket insert in place while closing the screw
2 Close the clamping screw 1 • There is no contact between the insert and pocket rear wall 2
448 ISCAR