
Page 492 - ISCAR(TURNING-CATALOG-42-2022)
P. 492
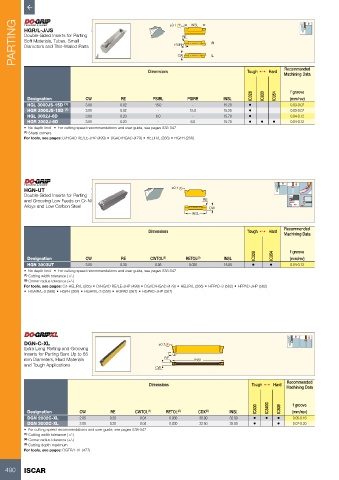
PARTING HGR/L-J/JS ±0.1 PSIRR RE lNSL R L
Double-Sided Inserts for Parting
Soft Materials, Tubes, Small
Diameters and Thin-Walled Parts
CW
Dimensions Tough 1 Hard Recommended
Machining Data
f groove
IC328 IC830 IC354
Designation CW RE PSIRL PSIRR INSL (mm/rev)
HGL 3000JS-15D (1) 3.00 0.02 15.0 - 15.20 • 0.03-0.07
HGR 3000JS-15D (1) 3.00 0.02 - 15.0 15.20 • 0.03-0.07
HGL 3002J-6D 3.00 0.20 6.0 - 15.70 • 0.04-0.12
HGR 3002J-6D 3.00 0.20 - 6.0 15.70 • • • 0.04-0.12
• No depth limit • For cutting speed recommendations and user guide, see pages 538-547
(1) Sharp corners
For tools, see pages: D/HGAD RE/LE-JHP (499) • DGAD/HGAD (479) • HELIR/L (266) • HGFH (268)
HGN-UT ±0.1
Double-Sided Inserts for Parting
and Grooving Low Feeds on Cr-Ni RE
Alloys and Low Carbon Steel CW
INSL
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC354 f groove
Designation CW RE CWTOL (1) RETOL (2) INSL (mm/rev)
HGN 3003UT 3.00 0.30 0.05 0.030 15.80 • • 0.04-0.13
• No depth limit • For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: C#-HELIR/L (265) • D/HGAD RE/LE-JHP (499) • DGAD/HGAD (479) • HELIR/L (266) • HFPAD-3 (562) • HFPAD-JHP (562)
• HGAIR/L-3 (568) • HGFH (268) • HGHR/L-3 (558) • HGPAD (267) • HGPAD-JHP (267)
DGN-C-XL ±0.1
Extra Long Parting and Grooving
Inserts for Parting Bars Up to 65 7°
mm Diameters, Hard Materials RE INSL
and Tough Applications
CW
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC5400 IC808 f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) INSL (mm/rev)
DGN 2002C-XL 2.05 0.20 0.04 0.030 30.00 32.00 • • • 0.05-0.16
DGN 3002C-XL 3.00 0.20 0.04 0.030 32.50 35.00 • • 0.07-0.20
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: DGTR/L-XL (477)
490 ISCAR