
Page 490 - ISCAR(TURNING-CATALOG-42-2022)
P. 490
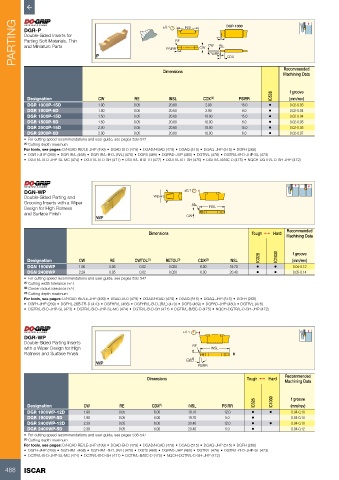
PARTING DGR-P ±0.1 RE lNSL CW CW 7° RE DGR 1000
Double-Sided Inserts for
Parting Soft Materials, Thin
and Miniature Parts
PSIRR
PSIRR
CDX
Dimensions Recommended
Machining Data
IC508 f groove
Designation CW RE INSL CDX (1) PSIRR (mm/rev)
DGR 1000P-15D 1.00 0.05 20.60 2.90 15.0 • 0.02-0.03
DGR 1000P-6D 1.00 0.05 20.60 2.90 6.0 • 0.02-0.04
DGR 1500P-15D 1.50 0.05 20.60 18.00 15.0 • 0.02-0.04
DGR 1500P-6D 1.50 0.05 20.60 18.00 6.0 • 0.02-0.05
DGR 2000P-15D 2.00 0.05 20.60 18.00 15.0 • 0.02-0.05
DGR 2000P-6D 2.00 0.05 20.60 18.00 6.0 • 0.02-0.07
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting depth maximum
For tools, see pages: D/HGAD RE/LE-JHP (499) • DGAD-B-D (479) • DGAD/HGAD (479) • DGAQ (515) • DGAQ-JHP (515) • DGFH (268)
• DGFH-JHP (269) • DGFHR/L (468) • DGFHR/L-B-D..(R/L) (470) • DGFS (469) • DGPAD-JHP (480) • DGTR/L (476) • DGTR/L-B-D-JHP-SL (473)
• DGTR/L-B-D-JHP-SL-MC (474) • DGTR/L-B-D-SH (471) • DGTR/L-B-D-TR (477) • DGTR/L-B-T-SH (476) • DGTR/L-B/BC-D (475) • NQCH-DGTR/L-D-SH-JHP (472)
DGN-WP ±0.1
Double-Sided Parting and Wipers
Grooving Inserts with a Wiper RE
Design for High Flatness INSL
and Surface Finish
CW
Recommended
Dimensions Tough 1 Hard
Machining Data
f groove
Designation CW RE CWTOL (1) RETOL (2) CDX (3) INSL IC328 IC1030 (mm/rev)
DGN 1900WP 1.90 0.05 0.02 0.020 6.00 19.70 • • 0.04-0.12
DGN 2400WP 2.39 0.05 0.02 0.020 6.00 20.40 • • 0.05-0.14
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: D/HGAD RE/LE-JHP (499) • DGAD-B-D (479) • DGAD/HGAD (479) • DGAQ (515) • DGAQ-JHP (515) • DGFH (268)
• DGFH-JHP (269) • DGFHL-26B-TR-D (470) • DGFHR/L (468) • DGFHR/L-B-D..(R/L) (470) • DGFS (469) • DGPAD-JHP (480) • DGTR/L (476)
• DGTR/L-B-D-JHP-SL (473) • DGTR/L-B-D-JHP-SL-MC (474) • DGTR/L-B-D-SH (471) • DGTR/L-B/BC-D (475) • NQCH-DGTR/L-D-SH-JHP (472)
±0.1
DGR-WP
Double-Sided Parting Inserts
with a Wiper Design for High RE INSL
Flatness and Surface Finish R
CW
PSIRR
Recommended
Dimensions Tough 1 Hard
Machining Data
IC328 IC1030 f groove
Designation CW RE CDX (1) INSL PSIRR (mm/rev)
DGR 1900WP-12D 1.90 0.05 6.00 19.70 12.0 • • 0.04-0.10
DGR 1900WP-5D 1.90 0.05 6.00 19.70 5.0 • 0.04-0.10
DGR 2400WP-12D 2.39 0.05 6.00 20.40 12.0 • • 0.04-0.10
DGR 2400WP-5D 2.39 0.05 6.00 20.40 5.0 • 0.04-0.12
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting depth maximum
For tools, see pages: D/HGAD RE/LE-JHP (499) • DGAD-B-D (479) • DGAD/HGAD (479) • DGAQ (515) • DGAQ-JHP (515) • DGFH (268)
• DGFH-JHP (269) • DGFHR/L (468) • DGFHR/L-B-D..(R/L) (470) • DGFS (469) • DGPAD-JHP (480) • DGTR/L (476) • DGTR/L-B-D-JHP-SL (473)
• DGTR/L-B-D-JHP-SL-MC (474) • DGTR/L-B-D-SH (471) • DGTR/L-B/BC-D (475) • NQCH-DGTR/L-D-SH-JHP (472)
488 ISCAR