
Page 511 - ISCAR(TURNING-CATALOG-42-2022)
P. 511
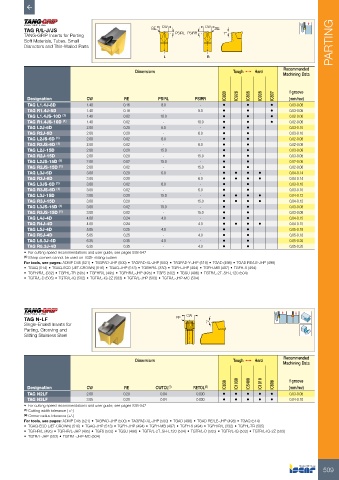
TAG R/L-J/JS RE CW CW RE
TANG-GRIP Inserts for Parting PSIRL PSIRR 7°
Soft Materials, Tubes, Small
Diameters and Thin-Walled Parts PARTING
L R
Dimensions Tough 1 Hard Recommended
Machining Data
IC830 IC928 IC808 IC908 IC807 f groove
Designation CW RE PSIRL PSIRR (mm/rev)
TAG L1.4J-8D 1.40 0.16 8.0 - • • • 0.03-0.08
TAG R1.4J-8D 1.40 0.16 - 8.0 • • • 0.03-0.08
TAG L1.4JS-10D (1) 1.40 0.02 10.0 - • • • 0.02-0.06
TAG R1.4JS-10D (1) 1.40 0.02 - 10.0 • • • 0.02-0.06
TAG L2J-6D 2.00 0.20 6.0 - • • 0.03-0.10
TAG R2J-6D 2.00 0.20 - 6.0 • • 0.03-0.10
TAG L2JS-6D (1) 2.00 0.02 6.0 - • • 0.02-0.08
TAG R2JS-6D (1) 2.00 0.02 - 6.0 • • 0.02-0.08
TAG L2J-15D 2.00 0.20 15.0 - • • 0.03-0.08
TAG R2J-15D 2.00 0.20 - 15.0 • • 0.03-0.08
TAG L2JS-15D (1) 2.00 0.02 15.0 - • • 0.02-0.06
TAG R2JS-15D (1) 2.00 0.02 - 15.0 • • 0.02-0.06
TAG L3J-6D 3.00 0.20 6.0 - • • • • 0.04-0.14
TAG R3J-6D 3.00 0.20 - 6.0 • • • • 0.04-0.14
TAG L3JS-6D (1) 3.00 0.02 6.0 - • • 0.03-0.10
TAG R3JS-6D (1) 3.00 0.02 - 6.0 • • 0.03-0.10
TAG L3J-15D 3.00 0.20 15.0 - • • • • 0.04-0.12
TAG R3J-15D 3.00 0.20 - 15.0 • • • • 0.04-0.12
TAG L3JS-15D (1) 3.00 0.02 15.0 - • • 0.03-0.08
TAG R3JS-15D (1) 3.00 0.02 - 15.0 • • 0.03-0.08
TAG L4J-4D 4.00 0.24 4.0 - • • 0.04-0.15
TAG R4J-4D 4.00 0.24 - 4.0 • • • • 0.04-0.15
TAG L5J-4D 5.05 0.25 4.0 - • • 0.05-0.18
TAG R5J-4D 5.05 0.25 - 4.0 • • 0.05-0.18
TAG L6.3J-4D 6.35 0.35 4.0 - • • 0.05-0.20
TAG R6.3J-4D 6.35 0.35 - 4.0 • • 0.05-0.20
• For cutting speed recommendations and user guide, see pages 538-547
(1) Sharp corners cannot be used on TGSF slitting cutters
For tools, see pages: ADMP D45 (521) • TAGPAD-JHP (500) • TAGPAD-XL-JHP (500) • TAGPAD-Y-JHP (519) • TGAD (498) • TGAD RE/LE-JHP (498)
• TGAQ (514) • TGAQ-ECD (JET-CROWN) (516) • TGAQ-JHP (513) • TGBHR/L (330) • TGFH-JHP (494) • TGFH-MB (497) • TGFH-S (494)
• TGFH/R/L (332) • TGFHL-TR (505) • TGFHR/L (495) • TGFHR/L-JHP (495) • TGFS (502) • TGSU (496) • TGTR/L-2T..SH-L120 (504)
• TGTR/L-D (505) • TGTR/L-IQ (502) • TGTR/L-IQ-2Z (503) • TGTR/L-JHP (503) • TGTR/L-JHP-MC (504)
TAG N-LF RE CW
Single-Ended Inserts for 7°
Parting, Grooving and
Slitting Stainless Steel
Recommended
Dimensions Tough 1 Hard
Machining Data
IC830 IC1030 IC5400 IC1010 IC808 f groove
Designation CW RE CWTOL (1) RETOL (2) (mm/rev)
TAG N2LF 2.00 0.20 0.04 0.030 • • • • • 0.03-0.08
TAG N3LF 3.05 0.20 0.04 0.030 • • • • • 0.04-0.10
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: ADMP D45 (521) • TAGPAD-JHP (500) • TAGPAD-XL-JHP (500) • TGAD (498) • TGAD RE/LE-JHP (498) • TGAQ (514)
• TGAQ-ECD (JET-CROWN) (516) • TGAQ-JHP (513) • TGFH-JHP (494) • TGFH-MB (497) • TGFH-S (494) • TGFH/R/L (332) • TGFHL-TR (505)
• TGFHR/L (495) • TGFHR/L-JHP (495) • TGFS (502) • TGSU (496) • TGTR/L-2T..SH-L120 (504) • TGTR/L-D (505) • TGTR/L-IQ (502) • TGTR/L-IQ-2Z (503)
• TGTR/L-JHP (503) • TGTR/L-JHP-MC (504)
509