
Page 577 - ISCAR(TURNING-CATALOG-42-2022)
P. 577
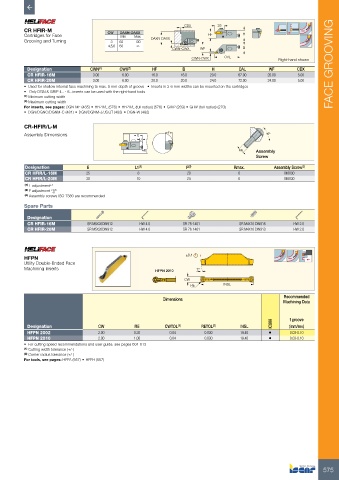
CR HFIR-M CW DAXN-DAXX CDX 25
Cartridges for Face Min Max HF H
Grooving and Turning 3 60 130 DAXN-DAXX
4,5,6 60 ∞
CWN-CWX WF B
CWN-CWX OAL Right-hand shown
Designation CWN (1) CWX (2) HF B H OAL WF CDX FACE GROOVING
CR HFIR-16M 3.00 6.00 16.0 16.0 20.0 67.00 20.00 5.00
CR HFIR-20M 3.00 6.00 20.0 20.0 24.0 72.00 24.00 5.00
• Used for shallow internal face machining to max. 5 mm depth of groove • Inserts in 3-6 mm widths can be mounted on the cartridges
• Only DGN & GRIP 4.. - 6.. inserts can be used with the right-hand tools
(1) Minimum cutting width
(2) Maximum cutting width
For inserts, see pages: DGN-MF (485) • HFPR/L (576) • HFPR/L (full radius) (576) • GRIP (269) • GRIP (full radius) (270)
• DGN/DGNC/DGNM-C (481) • DGN/DGNM-J/JS/JT (483) • DGN-W (482)
CR-HFIR/L-M
Assembly Dimensions E F 45º
L1
R M8 Assembly
Screw
Designation E L1 (1) F (2) Rmax. Assembly Screw (3)
CR HFIR/L-16M 25 8 20 6 M8X30
CR HFIR/L-20M 30 10 24 6 M8X30
(1) L adjustment ±1
(2) F adjustment +0.3
-0
(3) Assembly screws ISO 7380 are recommended
Spare Parts
Designation
CR HFIR-16M SR M5X20DIN912 HW 4.0 SR 76-1401 SR M4X10 DIN916 HW 2.0
CR HFIR-20M SR M5X20DIN912 HW 4.0 SR 76-1401 SR M4X10 DIN913 HW 2.0
HFPN ±0.1
Utility Double-Ended Face
Machining Inserts HFPN 2010 7°
CW
RE INSL
Recommended
Dimensions
Machining Data
IC808 f groove
Designation CW RE CWTOL (1) RETOL (2) INSL (mm/rev)
HFPN 2002 2.00 0.20 0.04 0.030 19.40 • 0.03-0.10
HFPN 2010 2.00 1.00 0.04 0.030 19.40 • 0.03-0.10
• For cutting speed recommendations and user guide, see pages 604-613
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
For tools, see pages: HFFA (557) • HFFH (557)
575