
Page 199 - ISCAR(MILLINGCATALOG 38_2021)
P. 199
DHUB
DCONMS
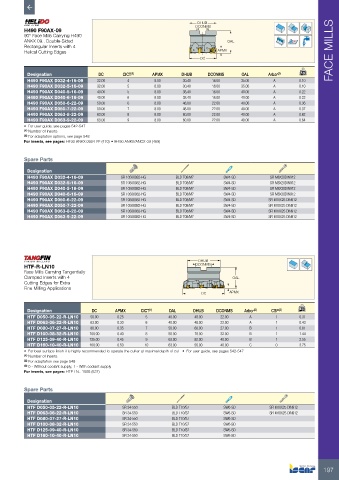
H490 F90AX-09
90° Face Mills Carrying H490
ANKX 09.. Double-Sided OAL
Rectangular Inserts with 4
Helical Cutting Edges APMX FACE MILLS
DC
Designation DC CICT (1) APMX DHUB DCONMS OAL Arbor (2) kg
H490 F90AX D032-4-16-09 32.00 4 8.00 30.40 16.00 35.00 A 0.10
H490 F90AX D032-5-16-09 32.00 5 8.00 30.40 16.00 35.00 A 0.10
H490 F90AX D040-5-16-09 40.00 5 8.00 38.40 16.00 40.00 A 0.22
H490 F90AX D040-6-16-09 40.00 6 8.00 38.40 16.00 40.00 A 0.22
H490 F90AX D050-6-22-09 50.00 6 8.00 48.00 22.00 40.00 A 0.36
H490 F90AX D050-7-22-09 50.00 7 8.00 48.00 22.00 40.00 A 0.37
H490 F90AX D063-8-22-09 63.00 8 8.00 60.00 22.00 40.00 A 0.62
H490 F90AX D063-9-22-09 63.00 9 8.00 60.00 22.00 40.00 A 0.64
• For user guide, see pages 542-547
(1) Number of inserts
(2) For adaptation options, see page 548
For inserts, see pages: H490 ANKX 0904-FF (470) • H490 ANKX/ANCX-09 (469)
Spare Parts
Designation
H490 F90AX D032-4-16-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M8X20DIN912
H490 F90AX D032-5-16-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M8X20DIN912
H490 F90AX D040-5-16-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M8X30DIN912
H490 F90AX D040-6-16-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M8X30DIN912
H490 F90AX D050-6-22-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M10X25 DIN912
H490 F90AX D050-7-22-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M10X25 DIN912
H490 F90AX D063-8-22-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M10X25 DIN912
H490 F90AX D063-9-22-09 SR 10508082-HG BLD T08/M7 SW4-SD SR M10X25 DIN912
DHUB
HTF-R-LN10 DCONMS
Face Mills Carrying Tangentially
Clamped Inserts with 4 OAL
Cutting Edges for Extra
Fine Milling Applications
DC APMX
Designation DC APMX CICT (1) OAL DHUB DCONMS Arbor (2) CSP (3) kg
HTF D050-05-22-R-LN10 50.00 0.25 5 40.00 48.00 22.00 A 1 0.31
HTF D063-06-22-R-LN10 63.00 0.30 6 40.00 48.00 22.00 A 1 0.43
HTF D080-07-27-R-LN10 80.00 0.35 7 50.00 60.00 27.00 B 1 0.81
HTF D100-08-32-R-LN10 100.00 0.40 8 50.00 78.00 32.00 B 1 1.44
HTF D125-09-40-R-LN10 125.00 0.45 9 63.00 92.00 40.00 B 1 2.55
HTF D160-10-40-R-LN10 160.00 0.50 10 63.00 95.00 40.00 C 0 3.75
• For best surface finish it is highly recommended to operate the cutter at maximal depth of cut • For user guide, see pages 542-547
(1) Number of inserts
(2) For adaptation see page 548
(3) 0 - Without coolant supply, 1 - With coolant supply
For inserts, see pages: HTP LN.. 1006 (537)
Spare Parts
Designation
HTF D050-05-22-R-LN10 SR 34-550 BLD T10/S7 SW6-SD SR M10X25 DIN912
HTF D063-06-22-R-LN10 SR 34-550 BLD T10/S7 SW6-SD SR M10X25 DIN912
HTF D080-07-27-R-LN10 SR 34-550 BLD T10/S7 SW6-SD
HTF D100-08-32-R-LN10 SR 34-550 BLD T10/S7 SW6-SD
HTF D125-09-40-R-LN10 SR 34-550 BLD T10/S7 SW6-SD
HTF D160-10-40-R-LN10 SR 34-550 BLD T10/S7 SW6-SD
197