
Page 368 - ISCAR(MILLINGCATALOG 38_2021)
P. 368
SLOTTING & SLITTING CUTTERS
OAL
LF CW
THSZMS CDX
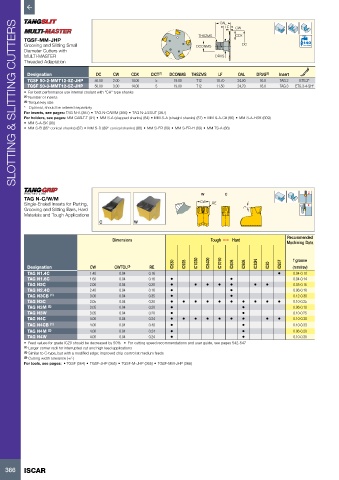
TGSF-MM-JHP
Grooving and Slitting Small DCONMS DC Bar Max
Diameter Cutters with
MULTI-MASTER DRVS
Threaded Adaptation
Designation DC CW CDX CICT (1) DCONMS THSZMS LF OAL DRVS (2) Insert
TGSF 50-2-MMT12-5Z-JHP 50.00 2.00 14.00 5 19.00 T12 10.70 24.00 16.0 TAG 2 ETG 2*
TGSF 50-3-MMT12-5Z-JHP 50.00 3.00 14.00 5 19.00 T12 11.50 24.70 16.0 TAG 3 ETG 3-4-SH*
• For best performance use internal coolant with "CH" type shanks
(1) Number of inserts
(2) Torque key size
* Optional, should be ordered separately
For inserts, see pages: TAG N-A (367) • TAG N-C/W/M (366) • TAG N-J/JS/JT (367)
For holders, see pages: MM CAB-T-T (91) • MM S-A (stepped shanks) (84) • MM S-A (straight shanks) (87) • MM S-A-C# (86) • MM S-A-HSK (609)
• MM S-A-SK (90)
• MM S-B (85° conical shanks) (87) • MM S-D (89° conical shanks) (88) • MM S-ER (89) • MM S-ER-H (89) • MM TS-A (86)
W C
TAG N-C/W/M
Single-Ended Inserts for Parting, CW RE
Grooving and Slitting Bars, Hard 7º
Materials and Tough Applications
Recommended
Dimensions Tough 1 Hard Machining Data
IC830 IC928 IC1030 IC5400 IC1010 IC808 IC908 IC30N IC20 IC807 f groove
Designation CW CWTOL (3) RE (mm/rev)
TAG N1.4C 1.40 0.04 0.16 • 0.04-0.10
TAG N1.6C 1.60 0.04 0.16 • • 0.04-0.14
TAG N2C 2.00 0.04 0.20 • • • • • • • 0.05-0.16
TAG N2.4C 2.40 0.04 0.16 • • 0.06-0.18
TAG N3CB (1) 3.00 0.04 0.35 • • 0.12-0.30
TAG N3C 3.05 0.04 0.20 • • • • • • • • • • 0.10-0.25
TAG N3M (2) 3.05 0.04 0.20 • • 0.06-0.18
TAG N3W 3.05 0.04 0.20 • • 0.10-0.25
TAG N4C 4.00 0.04 0.24 • • • • • • • • • 0.10-0.30
TAG N4CB (1) 4.00 0.04 0.40 • • 0.10-0.33
TAG N4M (2) 4.00 0.04 0.24 • • 0.06-0.20
TAG N4W 4.00 0.04 0.24 • • 0.10-0.30
• Feed values for grade IC20 should be decreased by 50% • For cutting speed recommendations and user guide, see pages 542-547
(1) Larger corner radii for interrupted cut and high feed applications
(2) Similar to C-type, but with a modified edge; improved chip control at medium feeds
(3) Cutting width tolerance (+/-)
For tools, see pages: • TGSF (364) • TGSF-JHP (365) • TGSF-M-JHP (365) • TGSF-MM-JHP (366)
366 ISCAR