
Page 526 - ISCAR(TURNING-CATALOG-42-2022)
P. 526
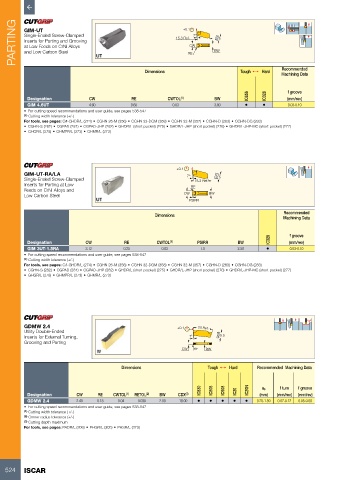
PARTING GIM-UT 15.3 Ref. RE 7° BW 5
±0.1
Single-Ended Screw-Clamped
Inserts for Parting and Grooving
at Low Feeds on CrNi Alloys
CW
and Low Carbon Steel
Dimensions Tough 1 Hard Recommended
Machining Data
Designation CW RE CWTOL (1) BW IC656 IC328 f groove
(mm/rev)
GIM 4.6UT 4.60 0.60 0.03 3.80 • • 0.03-0.10
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
For tools, see pages: C#-GHDR/L (274) • CGHN 26-M (356) • CGHN 32-DGM (358) • CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283)
• CGHN-S (282) • CGPAD (281) • CGPAD-JHP (282) • GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277)
• GHGR/L (278) • GHMPR/L (273) • GHMR/L (273)
±0.1
GIM-UT-RA/LA 7°
Single-Ended Screw-Clamped 15.3 Ref. 5
Inserts for Parting at Low RE
Feeds on CrNi Alloys and
Low Carbon Steel CW BW
PSIRR
Dimensions Recommended
Machining Data
IC328 f groove
Designation CW RE CWTOL (1) PSIRR BW (mm/rev)
GIM 3UT-1.5RA 3.12 0.25 0.03 1.5 2.50 • 0.03-0.10
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
For tools, see pages: C#-GHDR/L (274) • CGHN 26-M (356) • CGHN 32-DGM (358) • CGHN 32-M (357) • CGHN-D (283) • CGHN-DG (283)
• CGHN-S (282) • CGPAD (281) • CGPAD-JHP (282) • GHDR/L (short pocket) (275) • GHDR/L-JHP (short pocket) (276) • GHDR/L-JHP-MC (short pocket) (277)
• GHGR/L (278) • GHMPR/L (273) • GHMR/L (273)
GDMW 2.4 ±0.1 20 Ref.
Utility Double-Ended
Inserts for External Turning, 7˚ 5.5
Grooving and Parting
CW RE BW
Dimensions Tough 1 Hard Recommended Machining Data
IC830 IC808 IC908 IC20 IC20N ap f turn f groove
Designation CW RE CWTOL (1) RETOL (2) BW CDX (3) (mm) (mm/rev) (mm/rev)
GDMW 2.4 2.40 0.18 0.04 0.030 2.00 18.00 • • • • • 0.25-1.50 0.07-0.12 0.05-0.08
• For cutting speed recommendations and user guide, see pages 538-547
(1) Cutting width tolerance (+/-)
(2) Corner radius tolerance (+/-)
(3) Cutting depth maximum
For tools, see pages: PADR/L (306) • PHGR/L (305) • PHSR/L (373)
524 ISCAR